
Sheet metal bending is an integral process in the manufacturing industry, where flat metal sheets are shaped into complex forms.
Despite technological advancements and precision tools, bending defects remain common, and if not properly addressed, they can lead to significant production issues, higher costs, and compromised quality.
This guide explores the most common sheet metal bending defects, their causes, and practical solutions for minimizing these issues to improve the overall production process.
1. Springback

Springback is one of the most frequent defects encountered during sheet metal bending. When a sheet is bent, the applied force causes plastic deformation. This means that once the bending tool is removed, the metal partially returns to its original shape, often leading to incorrect bend angles and dimensions. This defect can be a challenge, particularly when working with high-strength or thick materials.
Causes:
- High-strength or thick materials exhibit more pronounced springback due to greater internal stress.
- Insufficient force is applied during the bending process, resulting in inadequate plastic deformation.
- Using improper tooling or not selecting the correct bend radius.
Solutions:
- Overbending: One of the most common solutions is to slightly overbend the material, compensating for the expected springback. This ensures that once the elastic recovery takes place, the metal will settle into the desired shape and angle.
- Specialized Tools: Using CNC bending machines and high-precision tools can reduce springback. Some machines come with real-time adjustment features that correct angles on the fly.
- Selecting the Right Material: Using materials with lower elasticity, or adjusting the bending force for materials with higher elasticity, can lead to more consistent results.
2. Wrinkling
Wrinkling is a defect where small, wave-like formations appear, typically on the inside of a bend. This issue is more common in thin sheet metals, especially when bending at tight radii. While wrinkles may seem like a minor cosmetic issue, they can impact the structural integrity of the product.
Causes:
- Using thin sheets in conjunction with a tight bend radius creates compressive forces that result in wrinkling.
- Poor material quality or surface imperfections can exacerbate this issue.
- Excessive compressive stress during the bending process also causes the material to wrinkle.
Solutions:
- Increase Material Thickness: Thicker sheets are less prone to wrinkling, as they can withstand higher compressive forces without deforming.
- Increase Bend Radius: Using a larger bend radius allows the material to deform more gradually, reducing the chances of wrinkling. This solution is particularly effective when working with thinner sheets.
- Reinforcement Techniques: Techniques like beading or ribbing can be used to add stiffness to the metal sheet, reducing the likelihood of wrinkling during bending.
3. Cracking

Cracking is one of the most severe bending defects and occurs on the outer surface of the bend when the material is overstretched beyond its tensile limits. This defect is especially common in brittle materials or those with poor ductility, such as cast iron or hard steel alloys.
Causes:
- Bending sharp radii in materials that are not ductile enough to withstand high tensile stress.
- Use of brittle or low-ductility materials, such as some high-carbon steels or hardened alloys.
- Incorrect tooling or improper alignment of the metal sheet during the bending process.
Solutions:
- Increase the Bend Radius: One of the simplest solutions is to increase the bend radius to reduce the tensile stress on the outer surface of the bend. This reduces the likelihood of cracking.
- Preheat the Material: For metals like steel, preheating before bending can increase the material’s ductility, allowing it to stretch without cracking.
- Choose Appropriate Materials: Selecting materials with higher ductility or using alloys specifically designed for bending can help minimize cracking. Aluminum alloys and ductile steels are generally good choices for preventing cracks.
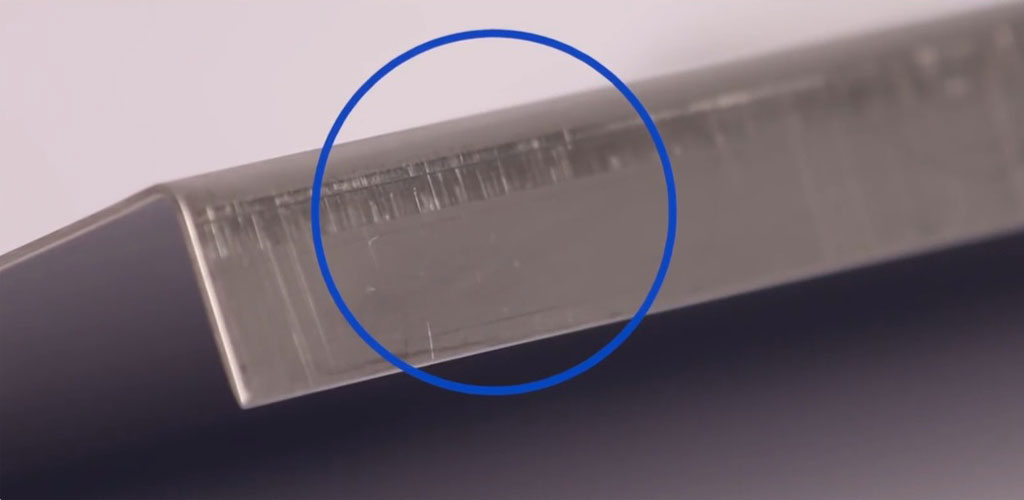
4. Surface Scarring
Surface scarring refers to visible marks, scratches, or indentations that appear on the surface of the sheet metal after bending. These scars are often caused by contact with rough or dirty tools, and while they may not affect functionality, they can impact the visual appeal of the final product.
Causes:
- Using unpolished dies or damaged tooling during the bending process.
- Debris, dust, or metal shavings between the tool and the sheet metal can lead to surface imperfections.
- Mishandling of the sheet metal, such as dropping or dragging it across rough surfaces.
Solutions:
- Polishing Dies and Tools: Regular maintenance of bending tools is crucial. Polishing the surfaces of the dies and punches ensures that the tools do not leave unwanted marks on the metal surface.
- Use Protective Layers: In applications where surface appearance is critical, using a protective film or soft material between the tool and the sheet metal can prevent scarring.
- Clean the Workspace: Ensuring the bending tools and work area are clean and free of debris is essential for avoiding surface damage.
5. Distortion
Distortion occurs when the sheet metal warps or bends in unintended ways during the bending process. This leads to parts with irregular shapes that may not meet design tolerances or fit properly in assemblies.
Causes:
- Uneven distribution of force during the bending process.
- Inconsistent material thickness or quality, leading to uneven stress distribution.
- Improper alignment of the metal sheet, causing uneven bending.
Solutions:
- Use CNC Equipment: CNC bending machines provide precise control over the force and angle of bending, reducing the chances of distortion. These machines also ensure uniform force distribution across the sheet.
- Pre-Stressing the Metal: In some cases, applying a controlled pre-stress to the metal before bending can help achieve more uniform results.
- Ensure Material Uniformity: Using materials with consistent thickness and properties across the entire sheet helps reduce the likelihood of distortion.
6. Bending Marks
Bending marks, also known as tool marks, are indentations that appear at the contact points between the sheet metal and the bending tools. While not always critical to functionality, these marks can affect the visual quality of the product.
Causes:
- High pressure applied by the punch or die during bending.
- Use of low-quality or poorly maintained tools.
- Excessive clamping force applied during the process.
Solutions:
- Lower the Pressure: Reducing the amount of pressure applied during the bending process can minimize the risk of leaving marks on the metal.
- Use High-Quality Tools: Investing in high-quality, well-maintained tools with smooth surfaces can greatly reduce the occurrence of bending marks.
- Apply Protective Coatings: Coating the tools or using a protective film over the metal can prevent direct contact, reducing the likelihood of visible marks.
Conclusion
Achieving a flawless bending process in sheet metal fabrication requires a comprehensive understanding of common defects, their causes, and solutions.
A defect-free sheet metal bending process is critical for industries that demand high precision and performance, such as automotive, aerospace, electronics, and construction.
By implementing the appropriate solutions, sheet metal manufacturers can not only ensure high-quality parts but also reduce costs and improve overall operational efficiency.