
Сварка — это важный процесс в производстве, строительстве и ремонте, позволяющий соединять различные металлы для создания прочных и функциональных компонентов.
Однако сварка различных металлов требует понимания их уникальных свойств и проблем.
В этой статье мы рассмотрим соображения по сварке 6 распространенных металлических материалов, таких как нержавеющая сталь, алюминий, чугун, латунь, медь и титан.
1. Соображения по сварке нержавеющей стали

Типы нержавеющей стали
Нержавеющие стали подразделяются на аустенитные, ферритные, мартенситные, дуплексные и дисперсионно-твердеющие (PH) марки. Каждый тип имеет свои требования к сварке. Аустенитные нержавеющие стали наиболее свариваемы, но склонны к короблению и сенсибилизации. Ферритные нержавеющие стали склонны к росту зерна, что может ухудшить прочность.
Ввод тепла
Минимизируйте ввод тепла, чтобы предотвратить деформацию и сенсибилизацию, которые могут снизить коррозионную стойкость. Используйте такие методы, как импульсная сварка TIG или MIG, чтобы контролировать нагрев.
Выбор присадочного материала
Чтобы обеспечить совместимость и сохранить коррозионную стойкость, подберите присадочный материал к марке основного металла. Для разнородных нержавеющих сталей выберите присадочный материал, совместимый с обоими.
Защитный газ
Используйте смесь аргона и небольшого процента кислорода или гелия для сварки MIG. Для сварки TIG часто достаточно чистого аргона.
Обработка перед и после сварки
Тщательно очистите поверхности перед сваркой, чтобы удалить любые загрязнения. Пассивация или травление после сварки могут восстановить коррозионную стойкость.
2. Соображения по сварке алюминия

Оксидный слой
Оксидный слой алюминия имеет более высокую температуру плавления, чем основной металл. Используйте сварку TIG на переменном токе или специальную стадию очистки, чтобы удалить этот слой для лучшего проникновения сварки.
Теплопроводность и расширение
Высокая теплопроводность алюминия вызывает быстрое рассеивание тепла, требуя более высокого подвода тепла. Кроме того, его высокое термическое расширение может привести к деформации.
Присадочный материал
Выбирайте присадочные материалы, такие как сплавы 4043 или 5356, в зависимости от состава основного металла и желаемых свойств сварки.
Защитный газ
Аргон является основным защитным газом для сварки алюминия. Для более толстых материалов смесь аргона и гелия может улучшить подвод тепла.
Техника
Сварка TIG и MIG являются предпочтительными методами. Используйте технику толкания для сварки MIG, чтобы обеспечить надлежащее покрытие газом и минимизировать загрязнение.
3. Соображения по сварке чугуна

Предварительный нагрев
Предварительно нагрейте чугун до 500–700 °F (260–370 °C), чтобы уменьшить тепловой удар и минимизировать растрескивание.
Присадочный материал
Наполнители на основе никеля, такие как Ni-Fe или стержни из чистого никеля, обычно используются для чугуна, чтобы компенсировать его хрупкость.
Скорость охлаждения
Контролируйте скорость охлаждения, чтобы предотвратить напряжение и растрескивание. Медленное охлаждение, часто достигаемое путем закапывания заготовки в песок или изоляционный материал, имеет решающее значение для сохранения свойств материала.
Подготовка поверхности
Тщательно очистите поверхность, чтобы удалить масла, смазку и примеси, которые могут повлиять на качество сварки.
Техника сварки
Используйте короткие контролируемые сварные швы, чтобы уменьшить поступление тепла и минимизировать вероятность растрескивания. Прокалка сварного шва сразу после каждого прохода может снять напряжение.
4. Соображения по сварке латуни

Испарение цинка
Цинк испаряется при более низких температурах, что может привести к пористости и вредным испарениям. Всегда сваривайте в хорошо проветриваемом помещении или используйте вытяжку для дыма, чтобы обеспечить безопасность.
Присадочный материал
Используйте присадочный пруток, совместимый с латунным сплавом. Для получения прочного шва часто используются прутки из кремниевой бронзы.
Ввод тепла
Контролируйте ввод тепла, чтобы минимизировать потерю цинка и снизить риск растрескивания. Используйте низкотемпературные методы, такие как пайка TIG, вместо традиционной сварки, когда это возможно.
Защитный газ
Аргон является предпочтительным защитным газом для сварки латуни, чтобы предотвратить окисление.
Очистка после сварки
Тщательно очистите область сварки, чтобы удалить оксиды и остатки.
5. Рекомендации по сварке меди
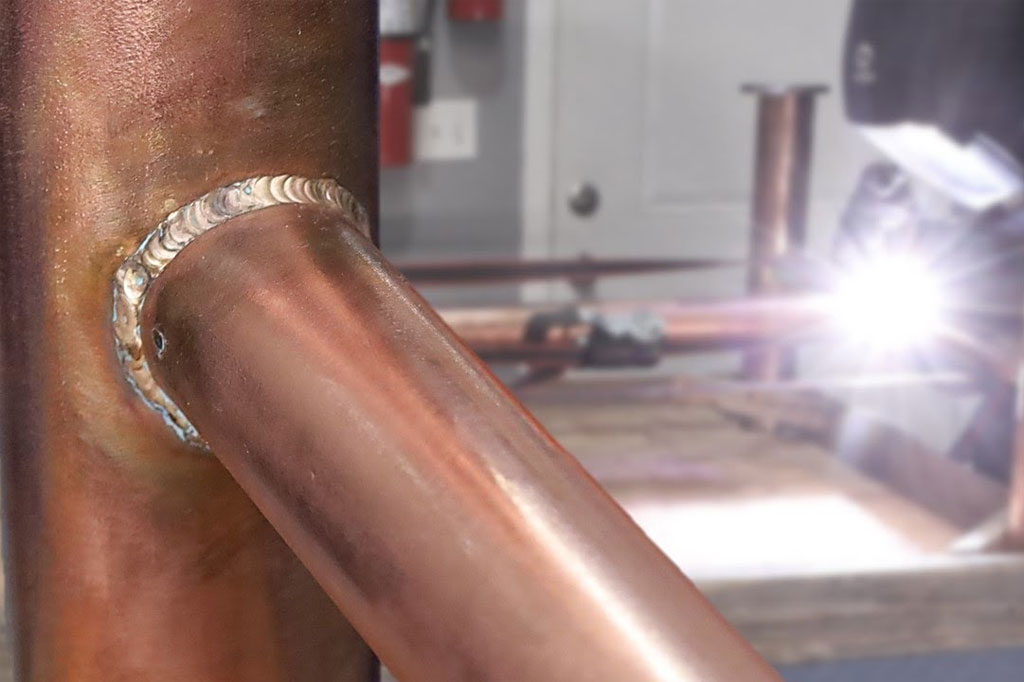
Теплопроводность
Высокая теплопроводность меди требует высокого подвода тепла и предварительного нагрева для толстых секций, чтобы обеспечить надлежащее проникновение.
Окисление
Медь легко окисляется при высоких температурах. Используйте инертные защитные газы, такие как аргон или смеси аргона и гелия, чтобы предотвратить окисление.
Присадочный материал
Соответствуйте присадочному материалу базового медного сплава. Для чистой меди идеальными являются раскисленные медные присадочные прутки.
Обработка перед и после сварки
Предварительно нагрейте материал примерно до 400–600 °F (200–300 °C) и медленно охлаждайте, чтобы предотвратить растрескивание.
Методы сварки
Используйте сварку TIG для точного контроля. Для более толстых секций сварка MIG или кислородно-топливная сварка могут быть более эффективными.
6. Соображения по сварке титана

Защитная атмосфера
Титан реагирует с кислородом, азотом и водородом при высоких температурах. Используйте инертный газ (чистый аргон или смесь аргона и гелия) и обеспечьте надлежащую защиту, включая обратную продувку.
Чистота
Тщательно очистите материал, чтобы удалить загрязнения. Даже небольшое количество масла или смазки может привести к дефектам сварки.
Контроль нагрева
Минимизируйте подачу тепла, чтобы избежать охрупчивания и обесцвечивания. Используйте низкую силу тока и сохраняйте компактность области сварки.
Присадочный материал
Используйте присадочные прутки, соответствующие базовому титановому сплаву, чтобы сохранить прочность и коррозионную стойкость.
Методы сварки
Сварка TIG является предпочтительным методом для титана из-за его высокой точности и контроля. Используйте замыкающий экран, чтобы обеспечить адекватное покрытие охлаждающегося сварного шва.
Заключение
Сварка различных металлов требует глубокого понимания их физических и химических свойств, а также индивидуальных методов для решения уникальных задач. Учитывая такие факторы, как подвод тепла, присадочные материалы, защитные газы, а также пред- и послесварочную обработку, сварщики могут добиться высококачественных и долговечных сварных швов на различных металлах.