
Гибка листового металла — это фундаментальный процесс в металлообработке, используемый для придания формы и формирования листовому металлу под различными углами и конфигурациями. Процесс можно классифицировать по различным типам в зависимости от используемых методов гибки и получаемых в результате форм.
В этой статье мы углубимся в эти классификации, выделив различные методы гибки и формы, обычно используемые при изготовлении листового металла.
По методам гибки
Методы гибки относятся к различным методам, используемым для формирования листового металла путем приложения силы для создания изгибов. Эти методы гибки металла включают воздушную гибку, нижнюю гибку, чеканку и вращательную гибку. Ниже мы подробно рассмотрим каждый из этих методов гибки.
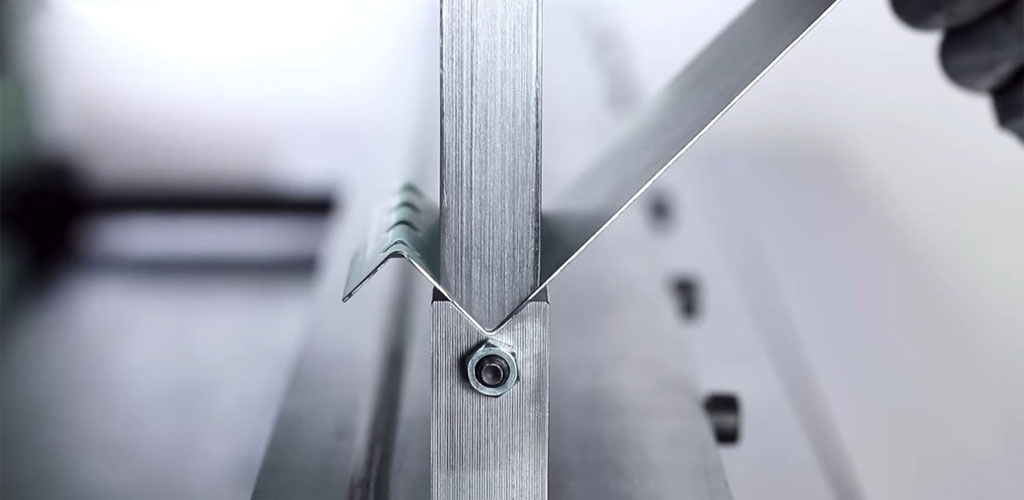
1. Воздушная гибка

Воздушная гибка — это широко используемый метод гибки при изготовлении листового металла. При этом методе листовой металл сгибается путем приложения силы к пуансону, который создает зазор между заготовкой и матрицей. Металл сгибается в точке контакта, но изгиб не полностью опирается на матрицу. Вместо этого металл «плавает» над ней, отсюда и термин «воздушная гибка».
Он универсален и подходит для выполнения неглубоких или глубоких изгибов в широком диапазоне листовых металлических материалов. Он хорошо подходит для изготовления углов в малых и средних объемах, предлагая быстрое время обработки с минимальными требованиями к инструментам.
|
|
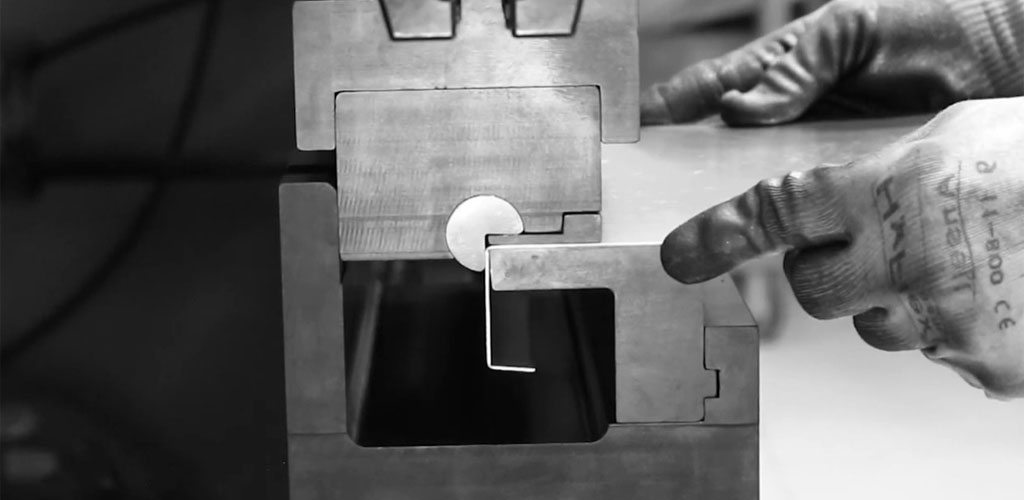
2. Нижняя гибка

При нижней гибке заготовка помещается над матрицей, которая имеет желаемый угол изгиба. Затем используется пуансон, чтобы вдавить металл в матрицу, что заставляет его изгибаться вокруг формы матрицы. Этот метод приводит к тому, что листовой металл полностью вдавливается в матрицу, в отличие от воздушной гибки.
Он идеально подходит для создания более точных и последовательных изгибов, особенно для сложных и точных применений. Он используется как для неглубоких, так и для глубоких изгибов, когда требуется высокий уровень повторяемости.
|
|
3. Чеканка гибки
Чеканка — более точная форма гибки, при которой листовой металл сжимается в штамп с большой силой, что заставляет его «сжиматься» в нужную форму. Этот процесс можно сравнить со штамповкой, поскольку металл сжимается сверх своего предела упругости, что приводит к высокоточным изгибам.
Обычно он используется для материалов, которые трудно сгибать с помощью других методов, например, более толстых металлов или тех, которые требуют жестких допусков. Он идеально подходит для деталей, где точность имеет решающее значение, например, в аэрокосмической или автомобильной промышленности.
|
|
4. Поворотная гибка
Поворотная гибка заключается в вращении листового металла вокруг вращающегося инструмента или штампа для формирования изгиба. Он отличается от других методов гибки тем, что использует вращательное движение, а не прямой пуансон или пресс.
Чаще всего он используется для гибки деталей круглой формы или при работе с большими тонкими материалами. Он идеально подходит для задач, где требуется непрерывный изгиб, например, при производстве труб или трубчатых деталей.
|
|
По формам изгиба
Формы изгиба описывают различные формы, в которые листовой металл может быть согнут во время изготовления. Распространенные формы включают V-образный изгиб, U-образный изгиб, Z-образный изгиб, подгиб и рулонный изгиб.
1. V-образный изгиб

V-образный изгиб является одним из наиболее распространенных типов изгибов при изготовлении листового металла. Он формируется путем изгиба металла в форме буквы «V», как правило, под углом 90°.
V-образные изгибы широко используются при изготовлении таких деталей, как кронштейны, каналы и элементы конструкций. Он особенно эффективен при создании изгибов в относительно толстых материалах, где важны точность и прочность.
|
|
2. U-образный изгиб

U-образный изгиб похож на V-образный изгиб, но характеризуется более плавным, изогнутым переходом на изгибе, создавая форму «U». Эта форма обеспечивает более равномерное распределение напряжения по всему изгибу.
U-образные изгибы используются в приложениях, где изгиб должен равномерно распределять напряжение, например, при изготовлении труб или компонентов, требующих плавного, закругленного изгиба.
|
|
3. Z-образный изгиб
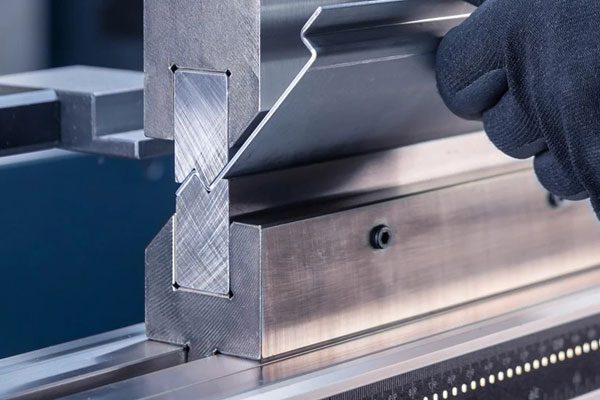
Z-образный изгиб — это более сложный процесс гибки, который приводит к образованию формы «Z», которую можно использовать для создания деталей с несколькими изгибами вдоль одного куска листового металла.
Эта форма обычно используется, когда деталь должна менять направление в разных точках по своей длине. Z-образные изгибы обычно встречаются в структурных приложениях или сложных сборках, таких как каркасы или опорные системы.
|
|
4. Подгибка

Подгибка создается путем загиба края листового металла обратно на себя, образуя двойной край. Этот метод укрепляет края листового металла, обеспечивая повышенную жесткость и более гладкую отделку.
Подгибка обычно используется в случаях, когда требуется чистый, гладкий край, например, при производстве панелей приборов, автомобильных деталей или воздуховодов HVAC.
|
|
5. Прокатный изгиб
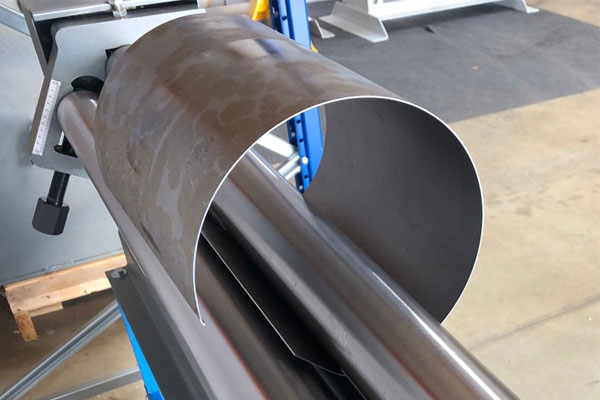
Гибка вальцами — это постепенный процесс гибки, при котором набор роликов используется для формирования плавной, непрерывной кривой по длине листового металла. В отличие от других методов гибки, гибка вальцами не предполагает острых углов, а вместо этого формирует плавную дугу.
Гибка вальцами идеально подходит для создания цилиндрических или конических форм, таких как трубы, воздуховоды и резервуары. Она особенно полезна для работы с большими и тонкими листами металла.
|
|