Гибка листового металла - важный процесс в производстве металлоконструкций, цель которого - изменить геометрию металлического листа путем приложения силы, создавая угловые или изогнутые элементы.
Мы специализируемся на гибке металлических листов и плит в V, U, Z и нестандартные формы, используя ряд передовых технологий гибки с минимизацией обратного пружинения и оптимизацией радиуса изгиба.
Пуансон не касается дна матрицы, что обеспечивает небольшую пружинистость.
Высокая универсальность, возможность достижения различных углов изгиба с помощью одного и того же инструмента.
Загиб дна
Пуансон вдавливает металлический лист в дно матрицы с минимальным отходом.
Обеспечивает точные и последовательные изгибы с более жестким контролем угла по сравнению с воздушной гибкой.
Подгибка подола
Металлический лист складывается на себя, чтобы создать полную или частичную кайму.
Идеально подходит для создания ровных краев, повышения прочности и безопасности.
Сгибание по большому радиусу
Позволяет получать более широкие кривые или радиусы, чем традиционные методы гибки.
Идеально подходит для работ, требующих более мягких изгибов, или при работе с более толстыми металлами.
Формы, которые мы можем сгибать
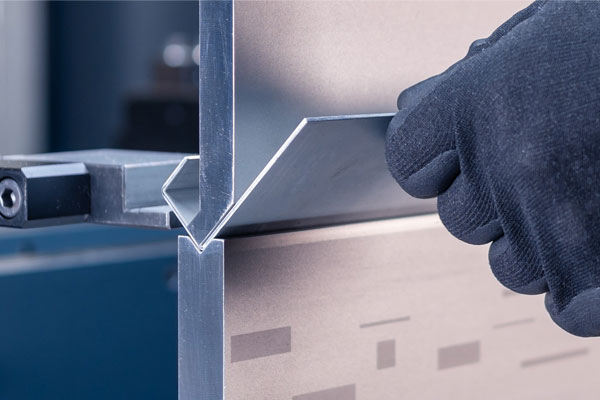
V изгиб
Лист вдавливается в штамп, создавая точную V-образную форму.
Высокая точность и повторяемость.
Обычно используется для изготовления кронштейнов, швеллеров и различных корпусов.
U-образный изгиб
Для придания такой формы лист сгибается над U-образным штампом.
Обеспечивает постоянный радиус изгиба.
Часто используется при изготовлении деталей, требующих прочной структурной целостности.
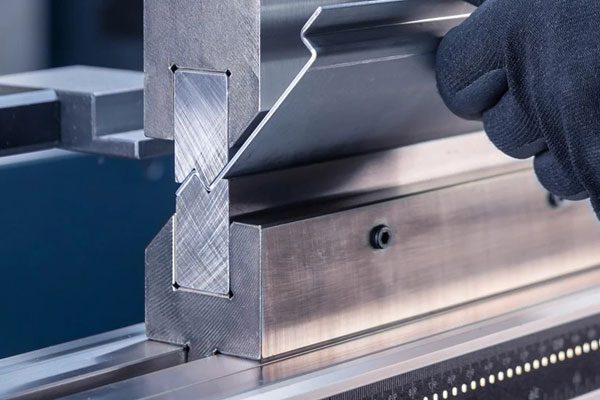
Z-образный изгиб
Согните лист по зигзагообразной схеме, создавая форму Z.
Позволяет выполнять несколько изгибов.
Часто используется в архитектурных элементах, декоративных панелях и конструктивных элементах.
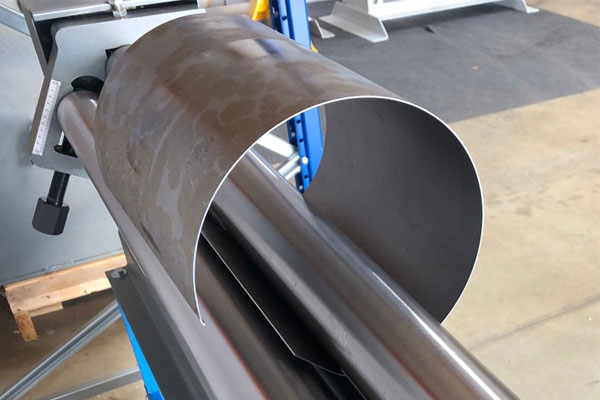
Гибка рулонов
Подача металлического листа через ролики для придания ему изогнутой формы.
Идеально подходит для создания изгибов большого радиуса.
Применяется для производства цилиндрических форм, труб и изогнутых панелей.
Контроль качества гибки
Толщина Консистенция
Убедитесь, что толщина материала остается неизменной на протяжении всего процесса гибки, особенно в местах сгиба, где может возникнуть деформация.
Проверка углов и радиусов
Убедитесь, что угол изгиба соответствует заданному, используя угломеры, а радиус изгиба соответствует спецификации, чтобы предотвратить растрескивание или ослабление.
Компенсация отката пружины
Расчет и компенсация обратного эффекта пружины в процессе гибки для обеспечения соответствия конечной формы желаемым размерам.
Распространенные материалы для гибки
Алюминий
5052
5083
6061
7075
Нержавеющая сталь
301
304
316/316L
Латунь
C27400
C28000
C36000
Медь
C101
C103
C110
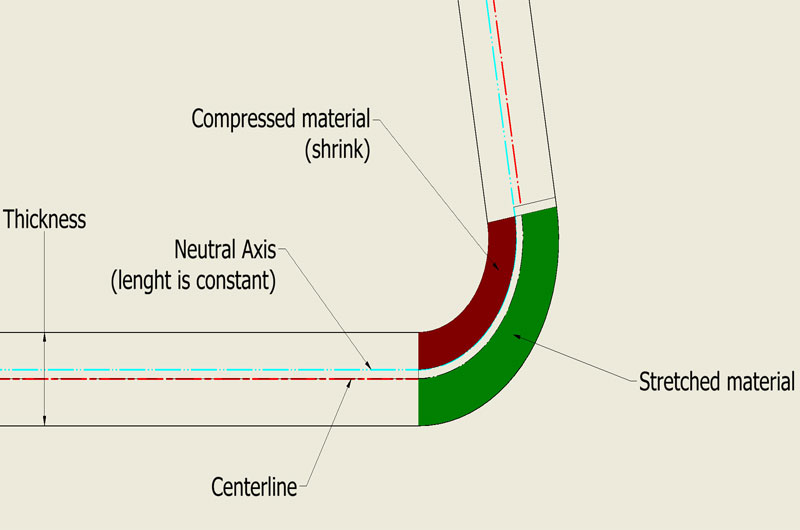
Точный расчет припусков на изгиб
Формула припуска на изгиб листового металла используется для расчета длины плоского материала, необходимого для формирования изгиба с определенным радиусом.
Припуск на изгиб учитывает растяжение, возникающее при гибке, что очень важно для определения размера заготовки перед гибкой.
Формула припуска на изгиб равна π/180×A×(R+K×T).
π = 3.14159
R = радиус изгиба (внутренний радиус изгиба)
T = Толщина материала
A = угол изгиба в градусах
K = K-фактор (коэффициент, учитывающий степень растяжения материала. Обычно он составляет от 0,3 до 0,5).
Пример: Для угла изгиба 90°, толщины материала 2 мм, радиуса изгиба 5 мм и коэффициента K 0,4, BA= 3,14159/180×90×(5+0,4×2) = 9,11 мм.