
Гибка листового металла — неотъемлемый процесс в обрабатывающей промышленности, где плоские металлические листы формуются в сложные формы.
Несмотря на технологические достижения и точные инструменты, дефекты гибки остаются распространенными, и если их не устранить должным образом, они могут привести к значительным производственным проблемам, более высоким затратам и снижению качества.
В этом руководстве рассматриваются наиболее распространенные дефекты гибки листового металла, их причины и практические решения для минимизации этих проблем с целью улучшения всего производственного процесса.
1. Пружинная отдача

Пружинный возврат — один из наиболее частых дефектов, встречающихся при гибке листового металла. Когда лист гнут, приложенная сила вызывает пластическую деформацию. Это означает, что после удаления гибочного инструмента металл частично возвращается к своей первоначальной форме, что часто приводит к неправильным углам и размерам изгиба. Этот дефект может быть проблемой, особенно при работе с высокопрочными или толстыми материалами.
Причины:
- Высокопрочные или толстые материалы демонстрируют более выраженный пружинный возврат из-за большего внутреннего напряжения.
- В процессе гибки прикладывается недостаточное усилие, что приводит к неадекватной пластической деформации.
- Использование неподходящего инструмента или неправильный выбор радиуса изгиба.
Решения:
- Перегиб: одно из наиболее распространенных решений — слегка перегнуть материал, компенсируя ожидаемый пружинный возврат. Это гарантирует, что после упругого восстановления металл примет нужную форму и угол.
- Специализированные инструменты: использование гибочных станков с ЧПУ и высокоточных инструментов может уменьшить пружинный возврат. Некоторые станки оснащены функциями регулировки в реальном времени, которые корректируют углы на лету.
- Выбор правильного материала: использование материалов с меньшей эластичностью или регулировка силы изгиба для материалов с большей эластичностью может привести к более стабильным результатам.
2. Образование складок
Складок — это дефект, при котором появляются небольшие волнообразные образования, как правило, на внутренней стороне изгиба. Эта проблема чаще встречается в тонких листовых металлах, особенно при изгибе с малым радиусом. Хотя складки могут показаться незначительной косметической проблемой, они могут повлиять на структурную целостность продукта.
Причины:
- Использование тонких листов в сочетании с малым радиусом изгиба создает сжимающие силы, которые приводят к образованию складок.
- Низкое качество материала или дефекты поверхности могут усугубить эту проблему.
- Чрезмерное сжимающее напряжение во время процесса изгиба также приводит к образованию складок на материале.
Решения:
- Увеличьте толщину материала: более толстые листы менее склонны к образованию складок, поскольку они могут выдерживать более высокие силы сжатия без деформации.
- Увеличьте радиус изгиба: использование большего радиуса изгиба позволяет материалу деформироваться более постепенно, что снижает вероятность образования складок. Это решение особенно эффективно при работе с тонкими листами.
- Методы армирования: такие методы, как рифление или ребристость, можно использовать для придания жесткости металлическому листу, снижая вероятность образования складок при изгибе.
3. Растрескивание

Растрескивание является одним из самых серьезных дефектов изгиба и возникает на внешней поверхности изгиба, когда материал растягивается сверх пределов растяжения. Этот дефект особенно распространен в хрупких материалах или материалах с плохой пластичностью, таких как чугун или твердые стальные сплавы.
Причины:
- Изгиб острых радиусов в материалах, которые недостаточно пластичны, чтобы выдерживать высокое растягивающее напряжение.
- Использование хрупких или малопластичных материалов, таких как некоторые высокоуглеродистые стали или закаленные сплавы.
- Неправильная оснастка или неправильное выравнивание металлического листа во время процесса гибки.
Решения:
- Увеличьте радиус изгиба: одно из самых простых решений — увеличить радиус изгиба, чтобы уменьшить растягивающее напряжение на внешней поверхности изгиба. Это снижает вероятность образования трещин.
- Предварительный нагрев материала: Для металлов, таких как сталь, предварительный нагрев перед гибкой может повысить пластичность материала, позволяя ему растягиваться без трещин.
- Выберите подходящие материалы: выбор материалов с более высокой пластичностью или использование сплавов, специально разработанных для гибки, может помочь минимизировать растрескивание. Алюминиевые сплавы и пластичные стали, как правило, являются хорошим выбором для предотвращения трещин.
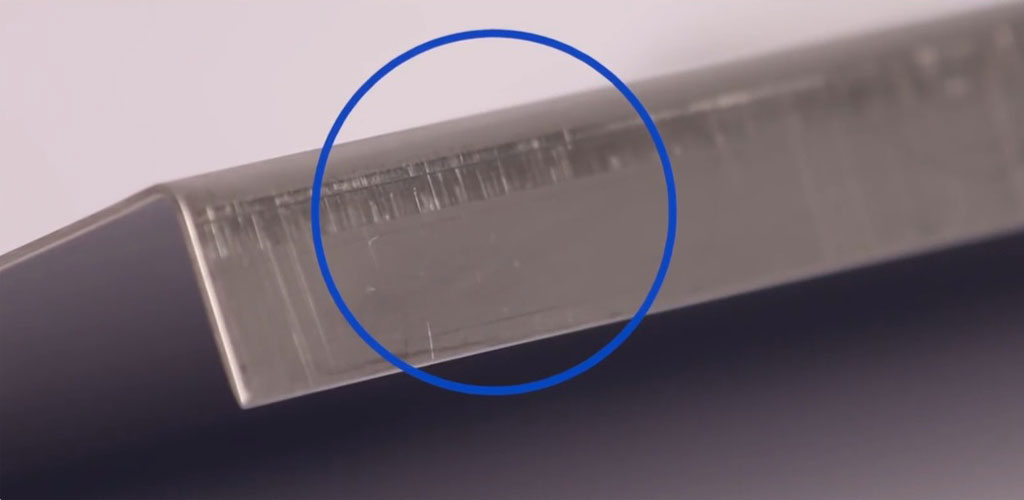
4. Поверхностное рубцевание
Поверхностное рубцевание относится к видимым следам, царапинам или вмятинам, которые появляются на поверхности листового металла после гибки. Эти рубцы часто возникают из-за контакта с грубыми или грязными инструментами, и хотя они могут не влиять на функциональность, они могут повлиять на визуальную привлекательность конечного продукта.
Причины:
- Использование неполированных штампов или поврежденного инструмента в процессе гибки.
- Мусор, пыль или металлическая стружка между инструментом и листовым металлом могут привести к дефектам поверхности.
- Неправильное обращение с листовым металлом, например, падение или протаскивание его по грубым поверхностям.
Решения:
- Полировка штампов и инструментов: Регулярное обслуживание гибочных инструментов имеет решающее значение. Полировка поверхностей штампов и пуансонов гарантирует, что инструменты не оставят нежелательных следов на поверхности металла.
- Используйте защитные слои: в случаях, когда внешний вид поверхности имеет решающее значение, использование защитной пленки или мягкого материала между инструментом и листовым металлом может предотвратить образование рубцов.
- Очистите рабочее пространство: убедитесь, что гибочные инструменты и рабочая зона чистые и свободны от мусора, что необходимо для предотвращения повреждения поверхности.
5. Деформация
Деформация возникает, когда листовой металл деформируется или изгибается непреднамеренным образом в процессе гибки. Это приводит к деталям неправильной формы, которые могут не соответствовать допускам конструкции или не подходить должным образом к узлам.
Причины:
- Неравномерное распределение силы в процессе гибки.
- Непостоянная толщина или качество материала, приводящие к неравномерному распределению напряжений.
- Неправильное выравнивание металлического листа, вызывающее неравномерный изгиб.
Решения:
- Используйте оборудование с ЧПУ: гибочные станки с ЧПУ обеспечивают точный контроль силы и угла гибки, снижая вероятность деформации. Эти станки также обеспечивают равномерное распределение силы по всему листу.
- Предварительное напряжение металла: в некоторых случаях применение контролируемого предварительного напряжения к металлу перед изгибом может помочь достичь более однородных результатов.
- Обеспечение однородности материала: использование материалов с одинаковой толщиной и свойствами по всему листу помогает снизить вероятность деформации.
6. Следы изгиба
Следы от изгиба, также известные как следы от инструмента, представляют собой углубления, которые появляются в точках контакта между листовым металлом и гибочными инструментами. Хотя они не всегда критичны для функциональности, эти следы могут повлиять на визуальное качество продукта.
Причины:
- Высокое давление, оказываемое пуансоном или матрицей во время гибки.
- Использование некачественных или плохо обслуживаемых инструментов.
- Чрезмерное зажимное усилие, применяемое во время процесса.
Решения:
- Уменьшите давление: Уменьшение величины давления, прилагаемого во время процесса гибки, может свести к минимуму риск оставления следов на металле.
- Используйте высококачественные инструменты: Инвестирование в высококачественные, хорошо обслуживаемые инструменты с гладкими поверхностями может значительно снизить возникновение следов от изгиба.
- Наносите защитные покрытия: Покрытие инструментов или использование защитной пленки на металл может предотвратить прямой контакт, снижая вероятность появления видимых следов.
Заключение
Для достижения безупречного процесса гибки при изготовлении листового металла требуется всестороннее понимание распространенных дефектов, их причин и решений.
Бездефектный процесс гибки листового металла имеет решающее значение для отраслей, требующих высокой точности и производительности, таких как автомобилестроение, аэрокосмическая промышленность, электроника и строительство.
Внедряя соответствующие решения, производители листового металла могут не только гарантировать высокое качество деталей, но и снизить затраты и повысить общую эффективность работы.