
Гибка листового металла — критически важный процесс в производстве различных изделий, от автомобильных деталей до бытовой электроники. Стоимость гибки листового металла может значительно варьироваться в зависимости от нескольких факторов, и понимание этих факторов имеет важное значение для производителей, стремящихся оптимизировать свой производственный процесс и сократить расходы.
В этой статье мы разберем ключевые факторы, которые влияют на стоимость гибки листового металла, а также стратегии по ее снижению.
10 факторов, влияющих на стоимость гибки листового металла
Стоимость гибки листового металла зависит от различных факторов, таких как материалы, сложность гибки, требования к допускам, объем, затраты на инструменты и рабочую силу, а также дополнительный процесс после гибки.
Понимание этих факторов может помочь производителям точно оценить затраты и спланировать эффективное производство.
1. Тип материала
Материал, выбранный для гибки листового металла, в значительной степени определяет затраты. Обычные материалы, такие как алюминий, сталь, нержавеющая сталь и медь, сильно различаются по цене из-за таких факторов, как рыночный спрос, свойства материала и доступность.
- Сталь: Мягкая сталь, как правило, является наименее дорогим вариантом, ее цены колеблются от 0,70 до 1,50 долларов за фунт.
- Алюминий: Алюминий, как правило, более дорогой, его цена варьируется от 1,60 до 2,80 долларов за фунт в зависимости от сплава и марки.
- Нержавеющая сталь: Нержавеющая сталь более дорогая, от 2,00 до 4,50 долларов за фунт.
- Медь: Медь является самой дорогой, цены часто варьируются от 3,00 до 5,00 долларов за фунт.
Разница в стоимости в первую очередь объясняется обработкой материала, доступностью и механическими свойствами, такими как прочность, коррозионная стойкость и вес.
2. Толщина материала
Толщина листового металла существенно влияет на стоимость гибки, влияя как на материальные затраты, так и на сложность процесса гибки. Более толстые материалы требуют более мощного оборудования, более длительного времени обработки и более точного контроля гибки, что увеличивает затраты на рабочую силу и инструменты.
- Тонкие материалы (менее 1 мм) обычно дешевле гнуть и быстрее обрабатывать.
- Для материалов толщиной более 6 мм может потребоваться специальное оборудование (например, гидравлические листогибочные прессы), что увеличивает стоимость из-за сложности операции.
По мере увеличения толщины вам может потребоваться рассмотреть возможность использования специализированного инструмента или модернизации станка, что еще больше увеличит стоимость.
Сравнительная таблица оценки стоимости по материалу и толщине
Материал | Диапазон толщины | Диапазон стоимости (за деталь) | Примечания |
Мягкая сталь | 0.5mm - 6mm | $1 to $4 | Наиболее экономически выгодный для общей гибки |
Нержавеющая сталь | 0.5mm - 6mm | $2 to $8 | Прочный, но более дорогой из-за легирующих элементов |
Алюминий | 0.5mm - 5mm | $2 to $6 | Легкий, но более дорогой для гибки и обработки |
Медь | 0.5mm - 6mm | $3 to $10 | Дорогой, используется в специализированных приложениях |
Латунь | 0.5mm - 5mm | $3 to $9 | Обычно более высокая стоимость материала, используется для декоративных или специализированных деталей |
3. Сложность гибки
Сложность изгибов, включая количество изгибов, их углы и форму детали, может привести к увеличению стоимости. Простые изгибы (например, углы 90 градусов) обычно менее дороги, в то время как более сложные изгибы (например, множественные радиусы, составные изгибы) увеличивают время настройки и обработки.
Например, простой изгиб на 90° может стоить от 0,10 до 0,20 долл. США за деталь, в то время как двойной изгиб или сложная многогибочная деталь могут повысить стоимость до 0,30–0,80 долл. США за деталь.
4. Радиус изгиба и допуски
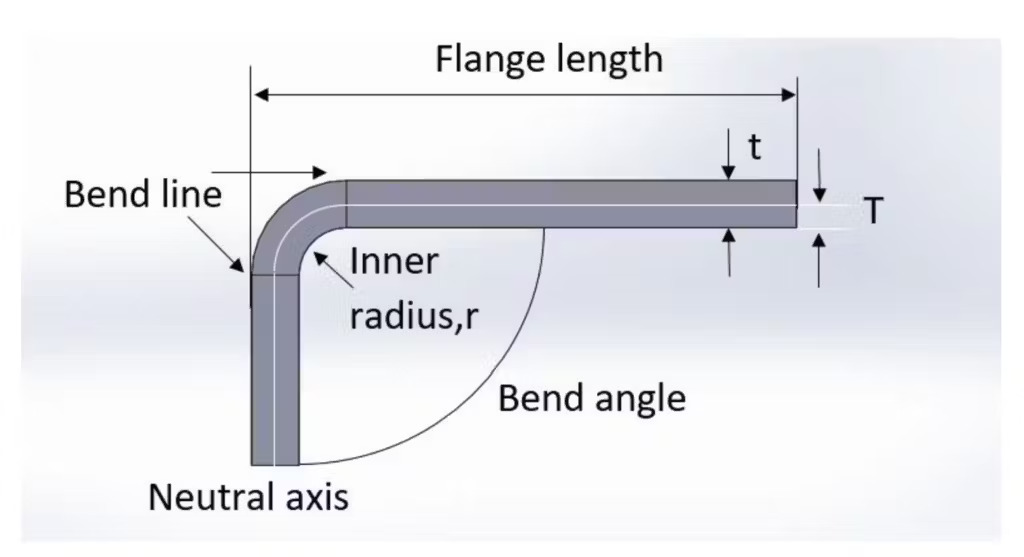
Более жесткие допуски и меньшие радиусы изгиба требуют большей точности, что требует более современного оборудования и потенциально более длительного времени обработки.
Стандартные допуски могут варьироваться от ±0,5 мм до ±1,0 мм, но более жесткие допуски (например, ±0,2 мм) потребуют более современного оборудования и процессов, что приведет к увеличению затрат.
- Стандартный радиус изгиба: для большинства материалов распространен радиус, равный 1 толщине материала (например, для материала толщиной 2 мм — радиус 2 мм).
- Детали с жесткими допусками: достижение допуска ±0,1 мм может увеличить затраты из-за более точного контроля в процессе гибки.
5. Объем производства
Объем производства напрямую влияет на стоимость единицы продукции. При крупносерийном производстве в игру вступает экономия за счет масштаба, поскольку затраты на настройку распределяются на большее количество деталей, что снижает стоимость единицы продукции.
Напротив, мелкосерийное производство или изготовление прототипов приводит к более высоким затратам на единицу продукции из-за увеличения времени на настройку и оснастку.
- Мелкосерийное производство: как правило, имеет более высокую стоимость на единицу продукции, поскольку каждая деталь требует настройки, регулировки и переоснастки.
- Крупносерийное производство: затраты могут быть значительно снижены. Например, партия из 1000 единиц может снизить цену за деталь с 1,50 до 0,60 долл. США.
6. Используемая технология гибки
Тип оборудования, используемого для гибки листового металла, может значительно влиять на стоимость. Традиционные методы, такие как ручные листогибочные прессы, изначально менее затратны, но требуют больше труда и времени.
С другой стороны, передовые автоматизированные системы, такие как листогибочные прессы с ЧПУ, обеспечивают более высокую точность и более быстрое производство, но требуют более высоких первоначальных инвестиций.
- Ручной листогибочный пресс: приблизительная стоимость детали составляет от 0,10 до 0,25 долл. США для простых гибок.
- Листогибочный пресс с ЧПУ: стоимость детали может составлять от 0,20 до 0,50 долл. США в зависимости от сложности.
7. Стоимость штампов или оснастки

Инструменты относятся к определенным штампам и пуансонам, используемым в процессе гибки. Стоимость штампов варьируется в зависимости от материала, сложности изгиба и требуемого количества. Индивидуальные штампы могут быть довольно дорогими, но могут сократить время работы для крупномасштабного производства.
- Стандартные наборы штампов: стоят около 200–500 долларов за набор.
- Индивидуальные наборы штампов: могут стоить от 1000 до 5000 долларов в зависимости от сложности.
Расходы на инструменты амортизируются при больших объемах производства, что делает их менее эффективными при больших партиях, но дорогостоящими при малых объемах производства.
8. Расходы на рабочую силу
Расходы на ручной труд квалифицированных рабочих обычно составляют от 25 до 60 долларов в час, в то время как автоматизированные системы сокращают количество требуемых операторов, но все еще могут включать затраты на настройку и обслуживание.
- Ручная работа: трудоемкая, требует квалифицированного работника.
- Автоматизированная работа: снижает затраты на рабочую силу, но требует специальных знаний для работы с системами ЧПУ.
9. Обработка после гибки
После процесса гибки могут потребоваться дополнительные этапы, такие как резка, штамповка, сварка или очистка. Действия по последующей обработке могут добавить дополнительные расходы в зависимости от сложности работы.
- Удаление заусенцев и очистка: это может стоить дополнительно от 0,05 до 0,20 долл. США за деталь.
- Дополнительная обработка или модификации: могут добавить от 0,50 до 3,00 долл. США за деталь.
10. Отделка и обработка поверхности

Обработка отделочных процессов, таких как покраска, нанесение покрытия или анодирование, часто необходима для защиты металла или придания эстетических качеств. Эти процессы могут значительно увеличить стоимость, особенно при работе со сложными или многоэтапными отделками.
- Порошковое покрытие: обычно добавляет от 0,50 до 3,00 долл. США за деталь.
- Анодирование: может варьироваться от 1,00 до 5,00 долл. США за деталь в зависимости от материала и качества отделки.
5 способов снизить затраты на гибку листового металла
Выбирая экономически эффективные материалы, оптимизируя конструкции для более простых изгибов, увеличивая объемы производства, автоматизируя процессы и передавая работу на аутсорсинг в регионы с более низкой стоимостью рабочей силы, производители могут добиться значительной экономии, сохраняя при этом качество и точность деталей.
1. Выберите правильный материал
Выбор экономически эффективного материала для ваших конкретных требований может значительно снизить затраты. Например, мягкая сталь, как правило, является наименее дорогим материалом, в то время как нержавеющая сталь или титан могут быть намного дороже. Ключевым моментом является баланс между стоимостью материала и производительностью и долговечностью.
- Выбирайте мягкую сталь для некоррозионных применений.
- Алюминий является отличным выбором, когда необходимо снижение веса, но его следует тщательно выбирать в зависимости от марки сплава.
2. Оптимизируйте конструкцию для гибки
Проектирование деталей с меньшим количеством изгибов и избегание узких радиусов или сложной геометрии может снизить затраты на гибку. Чем сложнее конструкция, тем больше времени на настройку и инструментов может потребоваться.
Стандартные углы изгиба (например, изгибы 90°) и большие радиусы могут помочь минимизировать необходимость в нестандартной оснастке.
- Стремитесь к радиусам в 1,5–2 раза больше толщины материала для стандартных изгибов, чтобы избежать необходимости в специализированной оснастке.
- Минимизируйте количество изгибов, оптимизировав конструкцию и компоновку детали.
3. Автоматизируйте процесс

Внедрение автоматизированных систем, таких как гибочные прессы с ЧПУ или роботизированные руки, может значительно снизить затраты на рабочую силу, повысить точность и ускорить время производства.
Хотя первоначальные инвестиции могут быть высокими, автоматизация окупается при крупносерийном производстве. Автоматизированные системы сокращают рабочее время на 30–50 % по сравнению с ручными операциями.
4. Увеличение объема производства
Увеличение объема производства позволяет распределить затраты на настройку и оснастку на большее количество деталей, что может значительно снизить себестоимость единицы продукции. Крупносерийное производство также повышает эффективность, позволяя быстрее изготавливать детали.
5. Аутсорсинг в регионы с низкими затратами
Аутсорсинг операций по гибке листового металла в страны с более низкой стоимостью рабочей силы может привести к значительной экономии. Такие страны, как Китай, Индия и Мексика, известны своими конкурентоспособными производственными затратами, включая более низкие затраты на рабочую силу и материалы.