сварка металла на заказ
- Мы владеем различными методами сварки, такими как MIG, TIG, ластер, плазменная сварка и т.д.
- Позволяет сваривать различные листовые металлы, такие как алюминий, сталь, нержавеющая сталь, чугун, латунь, медь, титан и другие.
- Наши передовые технологии обеспечивают прочные, долговечные, гладкие и эстетически привлекательные сварные швы.
- Широкий спектр сварочных возможностей
- 5 основных типов сварочных соединений
- Качественные послесварочные процессы
- Сварные швы без дефектов
1. Предъявите требования к сварке
Поделитесь своими требованиями к проекту, при необходимости наши инженеры помогут доработать конструкцию, чтобы она соответствовала оптимальным стандартам сварки.
2. Консультация и предложение
Наши специалисты рассмотрят ваше предложение, проконсультируют вас по поводу оптимальной технологии сварки (MIG, TIG, Stick или другие), а также предоставят подробную смету и сроки выполнения работ.
3. Создание прототипов и сварка образцов
Для сложных или высокоточных проектов мы предлагаем услуги по изготовлению прототипов и сварке образцов, чтобы убедиться, что конечный продукт соответствует вашим ожиданиям до начала серийного производства.
4. Производство и контроль качества
Как только вы получите одобрение, мы начнем процесс сварки со строгим контролем качества, чтобы гарантировать, что каждый шов и сварной шов соответствуют промышленным стандартам.
5. Послесварочные процессы
По запросу мы предлагаем послесварочную обработку, такую как шлифовка, полировка или финишная обработка.
Как с нами работать?

виды сварки металлов

Сварка MIG
- Используется проволочный электрод с непрерывной подачей и инертный газ (обычно аргон или смесь) для защиты сварного шва.
- Быстрый, производит чистые сварные швы, подходит для тонких и толстых материалов.
- Подходит для стали, нержавеющей стали, алюминия.

Сварка TIG
- Используется нерасходуемый вольфрамовый электрод и присадочный стержень, с защитным экраном из инертного газа.
- Высокая точность и контроль позволяют получать высококачественные сварные швы.
- Подходит для стали, нержавеющей стали, алюминия, магния и титана.

Сварка на палочке
- Используется расходуемый электрод, покрытый флюсом; флюс испаряется, защищая сварной шов от окисления.
- Простой, портативный, универсальный, не требует внешнего газа.
- Подходит для стали, нержавеющей стали, чугуна.
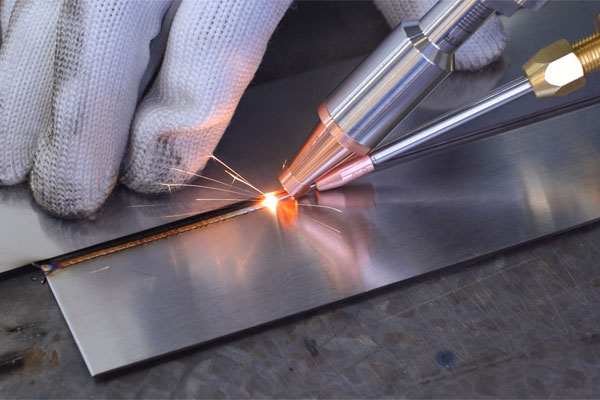
Лазерная сварка
- С помощью концентрированного лазерного луча расплавляет металлические поверхности, создавая точный сварной шов.
- Высокая точность, подходит для тонких материалов, минимальные искажения, высокая скорость.
- Подходит для стали, нержавеющей стали, алюминия, титана, драгоценных металлов.
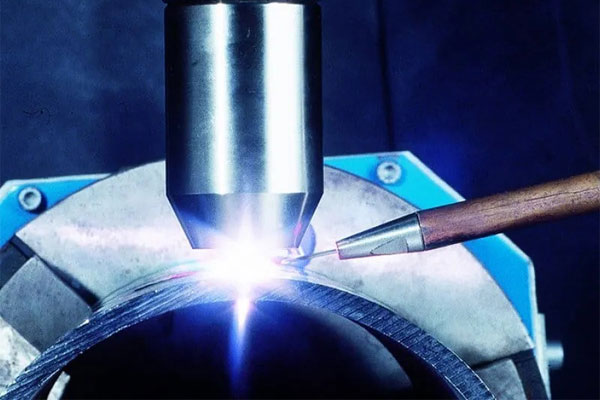
Плазменная сварка
- Использует суженную плазменную дугу для получения более высоких температур и более целенаправленных сварных швов.
- Обеспечивает глубокое проникновение, хорошо подходит для тонких материалов и сложных форм.
- Подходит для нержавеющей стали, титана, меди, латуни, никелевых сплавов.

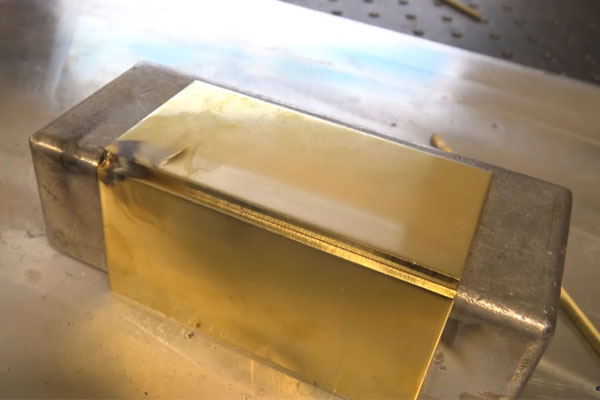
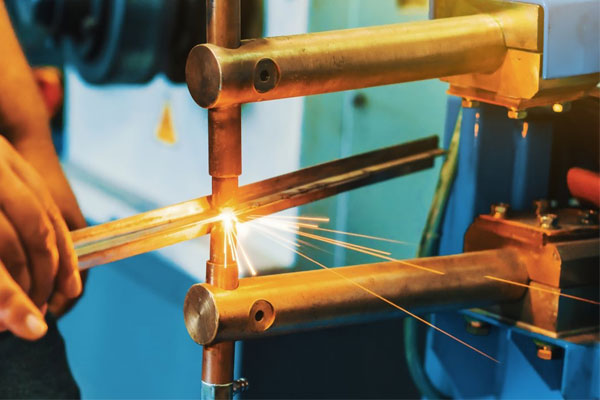
Газовая сварка
- Топливный газ (обычно ацетилен) соединяется с кислородом, создавая пламя, достаточно горячее, чтобы расплавить металлы и соединить их вместе.
- Портативный, универсальный, может резать и сваривать металл, не требует электричества.
- Подходит для стали, меди, алюминия, бронзы.
Точечная сварка
- Использует электрическое сопротивление для выделения тепла между двумя металлическими поверхностями в определенных точках, сплавляя их вместе.
- Быстро, эффективно, минимальная деформация.
- Подходит для тонких металлов, таких как сталь и алюминий.

Сварка швов
- Пропуская электрический ток через наложенные друг на друга металлические детали, нагревайте и прессуйте их.
- Прочные, герметичные соединения; эффективны для длинных швов.
- Подходит для тонких металлов, особенно стали и алюминия.
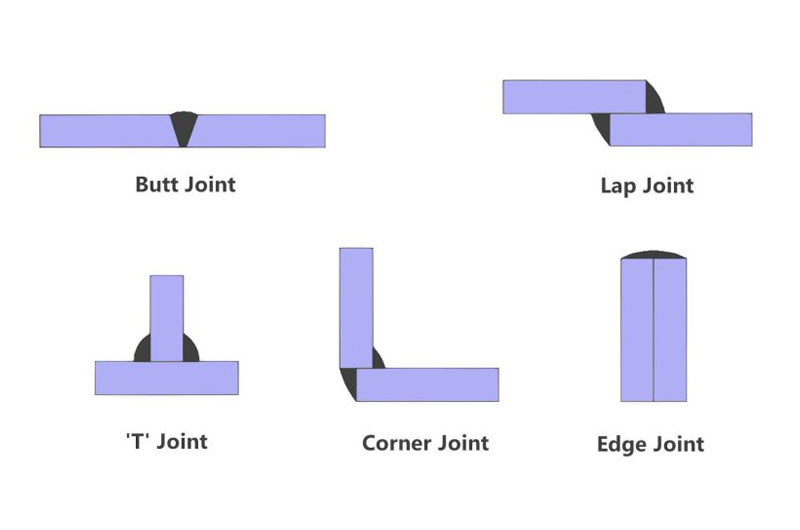
1. Стыковое соединение
Две металлические детали выравниваются в одной плоскости и свариваются по краям, обеспечивая прочные структурные соединения, идеальные для изготовления листового и пластинчатого металла.
2. Нахлесточное соединение
Наложение двух металлических деталей и сварка по краям; обычно используется для соединения тонких материалов, обеспечивая прочность и долговечность узлов.
3. Тройниковое соединение
Одна металлическая деталь приваривается перпендикулярно к другой, образуя форму буквы «Т», которая часто используется в конструкционных каркасах для дополнительной прочности и поддержки.
4. Угловое соединение
Два металлических элемента свариваются под прямым углом, образуя внешний угол, который используется в коробчатых или каркасных конструкциях, предлагая прочную и чистую отделку.
5. Краевой шов
Края двух соседних металлических деталей свариваются вместе. Подходит для соединения тонких металлических листов, часто используется в легких производственных проектах.
Основные типы соединений при сварке металлов
Послесварочные процессы

Отделка поверхности
Улучшает эстетический вид сварных деталей, выравнивая, полируя или покрывая поверхности для устранения дефектов и повышения коррозионной стойкости.

Термообработка
Усиливает свойства свариваемого металла путем применения контролируемых процессов нагрева и охлаждения, повышая долговечность и структурные характеристики.

Неразрушающий контроль
Оценивает качество сварного шва, не причиняя вреда, используя такие методы, как рентгеновское излучение, ультразвук или магнитные частицы для обнаружения внутренних дефектов.
Дефекты сварки и их устранение

Пористость
- Небольшие газовые карманы, застрявшие в сварном шве.
- Причина - загрязнения на основном металле, неправильный защитный газ или скорость потока.
- Обеспечьте тщательную очистку основного материала перед сваркой. Используйте соответствующие защитные газы и обеспечьте надлежащий расход. Контролируйте скорость охлаждения.

Подрезка
- Канавка, образующаяся на краю сварного шва.
- Причина - чрезмерный сварочный ток, неправильная скорость или неправильный угол наклона электрода.
- Отрегулируйте параметры сварки (напряжение, силу тока, скорость движения), используйте правильный угол наклона электрода и, при необходимости, используйте технику плетения, чтобы заполнить канавку.

Трещины
- Разломы в сварном шве или зоне термического влияния.
- Причина - высокая концентрация напряжений, недостаточный предварительный нагрев или охлаждение.
- Используйте правильные методы предварительного нагрева перед сваркой. Контролируйте скорость охлаждения после сварки (медленное охлаждение или послесварочная термообработка). Обеспечьте надлежащую конструкцию шва.
Искажение
- Деформация сваренных деталей.
- Причина - неравномерное распределение тепла при сварке. Большие температурные градиенты.
- Используйте сбалансированные методы сварки, чтобы минимизировать концентрацию тепла. Используйте приспособления для надежной фиксации заготовок. Рассмотрите возможность использования многопроходной сварки для более равномерного распределения тепла.
Наши проекты по сварке