
Изготовление листового металла — это универсальный и эффективный процесс, используемый в самых разных отраслях промышленности: от автомобилестроения и аэрокосмической промышленности до строительства и электроники. Однако, как и любой производственный процесс, он сопряжен со своими проблемами.
Отказы деталей во время изготовления листового металла могут привести к дорогостоящим доработкам, задержкам и дефектам продукции. Понимание распространенных причин этих отказов и способов их предотвращения имеет решающее значение для достижения высококачественных результатов и максимальной эффективности производства.
В этой статье рассматриваются 8 наиболее распространенных отказов деталей из листового металла и даются практические советы по их предотвращению.
1. Дефекты материалов и проблемы качества
Дефекты материалов, такие как примеси, несоответствия толщины или плохая отделка поверхности, могут вызывать проблемы во время изготовления листового металла. Эти дефекты могут привести к деформированию, растрескиванию или хрупкости деталей, особенно во время таких процессов, как гибка, штамповка и сварка.
Как этого избежать:
- Исходные качественные материалы: убедитесь, что материал, используемый для изготовления, соответствует отраслевым стандартам и спецификациям. Работайте с проверенными поставщиками, которые поставляют стабильные и высококачественные металлы.
- Проверяйте материалы перед использованием: проводите тщательные проверки материалов перед обработкой, включая проверку на наличие видимых дефектов, таких как царапины, вмятины или окисление.
- Стандартизируйте спецификации материалов: работайте с четко определенными стандартами материалов и обеспечьте, чтобы толщина, твердость и другие критические свойства были одинаковыми по всему листу.
2. Неправильные настройки инструментов и станков
Неправильные настройки инструментов и станков являются одной из основных причин отказов деталей из листового металла. Неправильные размеры пуансонов или штампов, несоосность инструментов или неправильные настройки давления могут привести к появлению заусенцев, трещин и деформации.
Как этого избежать:
- Используйте правильный инструмент для каждого процесса: убедитесь, что инструменты и штампы подходят для конкретного материала и геометрии детали. Регулярно проверяйте, чтобы инструменты были острыми и находились в хорошем состоянии.
- Правильно устанавливайте параметры станка: всегда калибруйте станки перед началом производственного цикла. Убедитесь, что такие параметры, как скорость резки, скорость подачи и давление, соответствуют используемому материалу.
- Контролируйте износ инструмента: со временем инструменты могут изнашиваться и терять точность. Проводите плановое техническое обслуживание и заменяйте изношенный инструмент по мере необходимости.
3. Неправильные углы изгиба или формовки
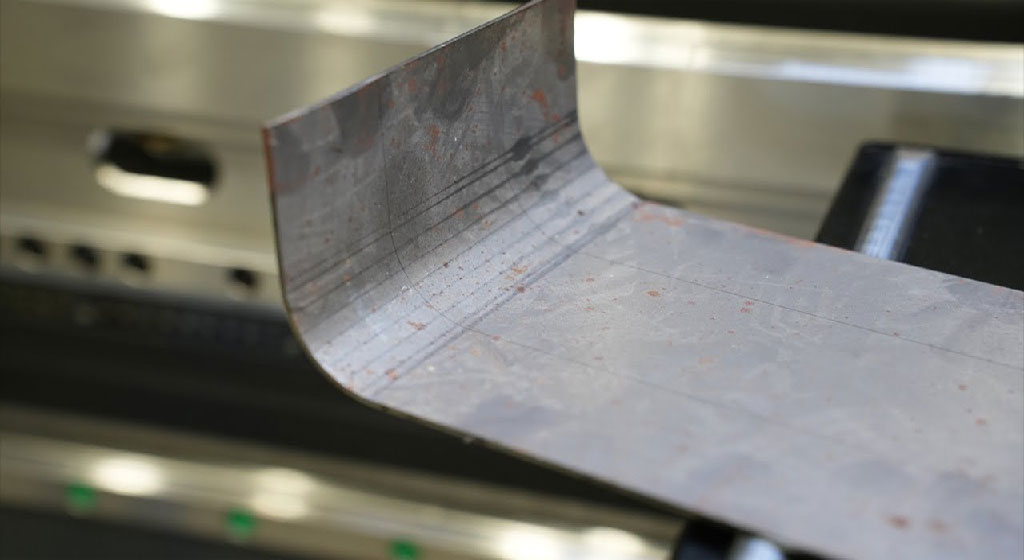
Неправильные углы изгиба или чрезмерное усилие изгиба могут привести к деформации или трещинам деталей. Изгиб слишком сильно или недостаточно сильно может создать проблемы с размерами, что повлияет на окончательную посадку и производительность детали.
Как этого избежать:
- Используйте точные инструменты для гибки: убедитесь, что гибочные штампы и машины откалиброваны для определенного радиуса изгиба и требуемой толщины материала.
- Соблюдайте допуски на изгиб: учитывайте естественную упругость материала при проектировании детали и используйте точные допуски на изгиб для достижения правильных углов.
- Проверочный изгиб на образцах деталей: перед началом полного производства выполните пробные изгибы, чтобы подтвердить желаемый результат. При необходимости внесите коррективы.
4. Неправильное позиционирование отверстий или ошибки пробивки
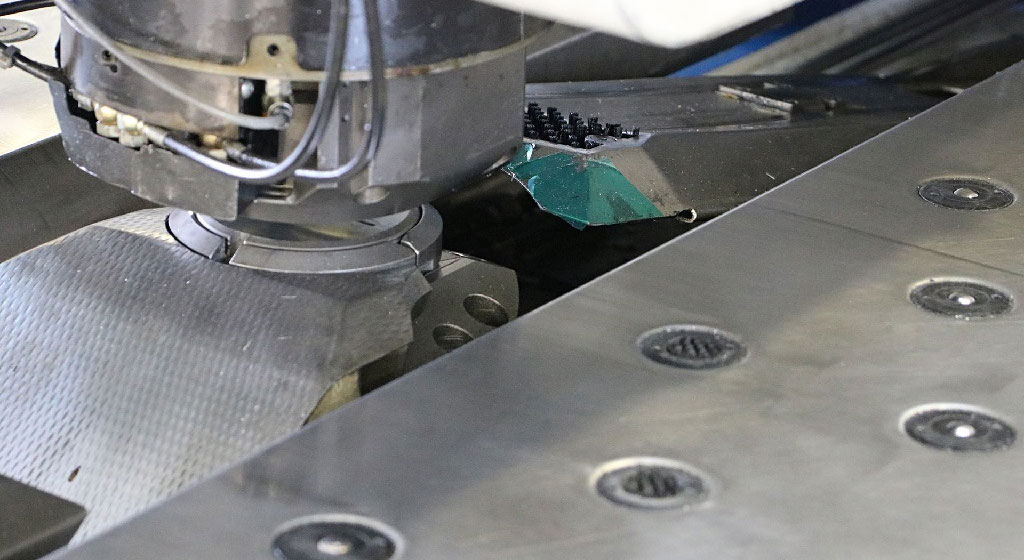
Несоответствие положения отверстий или неправильные размеры отверстий могут вызвать серьезные проблемы, особенно когда отверстия используются для сборки или крепления. Ошибки при пробивке, такие как чрезмерные заусенцы или неполные разрезы, могут поставить под угрозу целостность детали.
Как этого избежать:
- Используйте пробивные станки с ЧПУ: пробивные станки с ЧПУ могут точно позиционировать и определять размер отверстий, минимизируя ошибки и повышая однородность детали.
- Регулярно проверяйте инструменты для пробивки: проверяйте пуансоны на износ и заменяйте их при необходимости, чтобы предотвратить грубые разрезы и образование заусенцев.
- Проверяйте расположение отверстий в проекте САПР: убедитесь, что расположение и размеры отверстий верны в чертежах САПР до начала производственного процесса.
5. Деформация и искажение во время сварки

Сварка является критически важным процессом в производстве листового металла, но она может привести к деформации или искажению деталей из-за тепла, выделяемого в процессе. Неравномерный нагрев и охлаждение, неправильная конструкция соединения или недостаточное зажатие могут усугубить проблему.
Как этого избежать:
- Используйте правильные методы сварки: используйте такие методы, как сварка TIG (вольфрамовый инертный газ) или MIG (металлический инертный газ), чтобы контролировать подачу тепла и уменьшить коробление.
- Предварительный или последующий нагрев деталей: предварительный нагрев толстых участков металла или последующий нагрев сваренных деталей может помочь минимизировать термическое напряжение и уменьшить деформацию.
- Зажим и фиксация: правильно зажимайте и фиксируйте деталь во время сварки, чтобы поддерживать выравнивание и не допускать смещения во время процесса охлаждения.
- Контролируйте последовательность сварки: планируйте последовательность сварки, чтобы уменьшить накопление тепла в любой одной области. Используйте чередующиеся сварные швы или сварку прерывистыми швами, чтобы равномерно распределить тепло.
6. Чрезмерные заусенцы и грубые края

Заусенцы — распространенная проблема в деталях из листового металла, особенно после резки, пробивки или резки. Эти острые края могут быть опасными, а в некоторых случаях они могут помешать правильной сборке или функционированию детали.
Как этого избежать:
- Используйте инструменты для снятия заусенцев: После резки или пробивки используйте специальные инструменты или машины для снятия заусенцев, чтобы удалить заусенцы и острые края.
- Оптимизируйте инструменты для резки и пробивки: убедитесь, что ваши режущие инструменты и штампы острые и в хорошем состоянии, чтобы свести к минимуму образование заусенцев.
- Рассмотрите возможность резки без заусенцев: такие методы резки, как лазерная резка, могут создавать гладкие края с минимальным количеством заусенцев, сводя к минимуму необходимость в дополнительной обработке.
7. Непостоянные размеры деталей
Размерные различия между деталями могут возникать из-за неправильных настроек станка, несоответствия материалов или проблем с проектированием САПР. Даже незначительные изменения могут вызвать проблемы при окончательной сборке или эксплуатации детали.
Как этого избежать:
- Используйте точные измерительные инструменты: используйте такие инструменты, как цифровые штангенциркули, микрометры или КИМ (координатно-измерительные машины), для проверки размеров деталей во время и после процесса изготовления.
- Стандартизируйте допуски: четко определите приемлемые допуски для каждой детали. Используйте точное оборудование с ЧПУ, которое может обеспечить жесткие допуски и минимизировать отклонения.
- Проверки контроля качества: регулярно проверяйте детали в процессе производства, чтобы обнаружить любые несоответствия размеров на ранней стадии.
8. Плохая отделка поверхности и эстетические проблемы
Дефекты поверхности, такие как царапины, вмятины, окисление или плохое сцепление покрытия, могут повлиять на эстетику и функциональность деталей из листового металла, особенно в тех случаях, когда внешний вид имеет решающее значение.
Как этого избежать:
- Защитите детали во время обработки: используйте защитные покрытия или пленки во время транспортировки и обработки, чтобы предотвратить царапины и повреждение поверхности.
- Выберите правильный процесс отделки: выберите соответствующие методы отделки, такие как порошковое покрытие, анодирование или полировка, чтобы улучшить качество и долговечность поверхности.
- Проводите регулярные проверки поверхности: проводите регулярные проверки поверхности, чтобы выявить любые дефекты на ранней стадии и не допустить их влияния на конечный продукт.