MIG (Metal Inert Gas) welding, also known as Gas Metal Arc Welding (GMAW), is a widely used welding process for joining metals in various industries.
While MIG welding offers several advantages like high speed and ease of use, it’s not immune to faults.
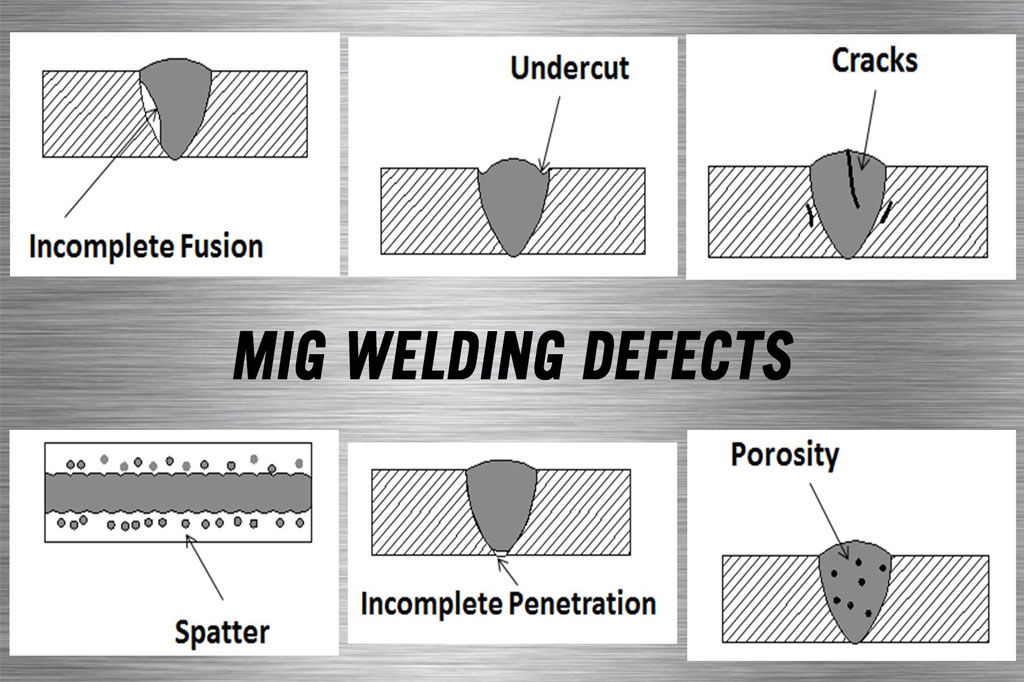
Understanding common MIG welding defects, their causes, and the appropriate remedies can help improve the quality of welds and increase productivity.
1. Porosity
Cause: Porosity happens when gas bubbles get trapped in the metal welding fabrication, creating holes in the surface. The primary causes include:
- Contaminated base metal or filler material (e.g., rust, oil, dirt).
- Insufficient shielding gas or incorrect gas flow can lead to issues.
- Wind or drafts can disrupt the shielding gas, affecting the weld.
- Excessive moisture in the base material.
Remedy:
- Ensure that the base metal and filler material are clean and free from contaminants.
- Maintain a proper shielding gas flow and ensure the gas is appropriate for the material being welded.
- Weld in a controlled environment to avoid drafts or winds that could disrupt the shielding gas.
- Preheat materials if moisture is present to drive off any water.
2. Burn-Through
Cause: Burn-through occurs when excessive heat during welding melts the base metal, causing holes. Common causes include:
- Using too high of a welding voltage or amperage.
- Too slow of a travel speed.
- Thin or poorly prepared base metal.
Remedy:
- Adjust the welding parameters (voltage and amperage) according to the material’s thickness.
- Use a lower heat input or reduce the travel speed when working with thin materials.
- Properly prepare the base metal, ensuring it’s clean and free of contaminants.
3. Undercut
Cause: Undercut refers to a groove or channel that forms at the base of the weld, weakening the joint. It’s often caused by:
- Excessive welding heat or amperage.
- Incorrect electrode angle.
- Too fast of a travel speed.
Remedy:
- Adjust the welding parameters to reduce heat input.
- Maintain a proper electrode angle and technique.
- Reduce the travel speed to ensure the heat is distributed evenly.
4. Spatter
Cause: Spatter is the uncontrolled scattering of molten metal during welding. This defect occurs due to:
- High voltage or amperage.
- Incorrect electrode stick-out.
- Inadequate shielding gas coverage.
- Too short of an arc length.
Remedy:
- Use the correct voltage, amperage, and wire feed speed.
- Ensure the proper electrode stick-out for the welding process.
- Maintain consistent shielding gas flow to prevent spatter.
- Adjust the arc length for a smoother arc.
5. Cracking
Cause: Cracks can form in a weld due to various reasons, including:
- High cooling rates cause thermal stress.
- Impurities in the base or filler material.
- Improper welding technique (e.g., lack of preheating).
- Contamination from hydrogen, leads to hydrogen-induced cracking.
Remedy:
- Preheat materials before welding to reduce the cooling rate.
- Choose the correct filler material that is compatible with the base metal.
- Avoid welding over contaminants like oil, grease, or moisture.
- Use low-hydrogen electrodes and ensure proper shielding gas to reduce the risk of hydrogen cracking.
6. Lack of Fusion
Cause: Lack of fusion occurs when the weld metal does not fully bond with the base metal, leading to weak, porous welds that can compromise structural integrity and durability. This can be caused by:
- Low heat input.
- Incorrect welding speed or angle.
- Contaminants on the base material.
Remedy:
- Apply enough heat to ensure proper fusion between the base metal and filler material.
- Adjust welding parameters to suit the material and joint type.
- Thoroughly clean the base material before welding.
7. Weld Overlap
Cause: Weld overlap occurs when molten weld metal spills over the base metal without proper fusion, often caused by:
- Excessive heat input.
- Incorrect electrode angle or travel speed.
- A poor fit-up or joint design.
Remedy:
- Set the correct heat levels and travel speed to achieve proper penetration and fusion.
- Maintain the proper electrode angle during welding.
- Review and adjust the joint design and fit-up to ensure that the gap between parts is correct.
8. Distortion
Cause: Distortion occurs when the welded workpiece deforms due to the heat from welding. It can result from:
- Uneven heating or cooling of the material.
- Rapid changes in temperature during welding.
- Lack of proper clamping or fixturing.
Remedy:
- Use heat control techniques such as backstep or skip welding to reduce heat concentration.
- Properly fixture and clamp parts to minimize movement during welding.
- If necessary, use preheating or post-weld heat treatment to reduce the likelihood of distortion.