1. Mise en place
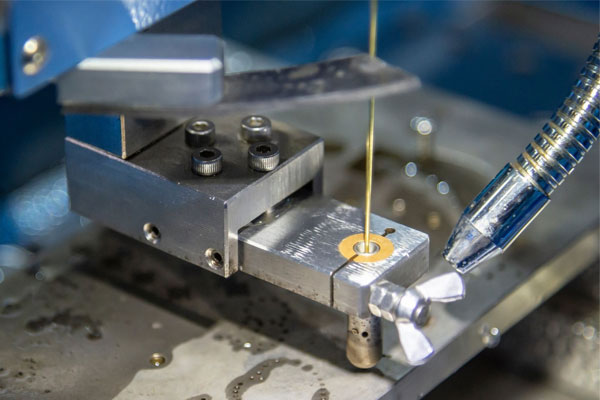
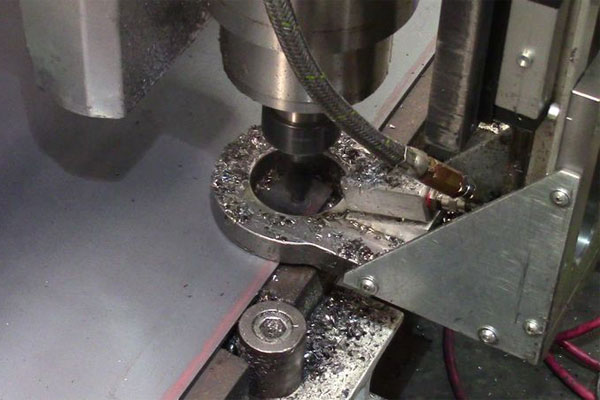
Une électrode (généralement en cuivre, graphite ou tungstène) et une pièce à usiner sont immergées dans un fluide diélectrique, souvent de l'eau déionisée ou de l'huile. Les systèmes de contrôle CNC guident le mouvement de l'électrode pour qu'elle suive la forme souhaitée.