
Le soudage des métaux est un processus nécessaire et critique de fabrication des métaux dans diverses industries, mais les défauts peuvent compromettre l’intégrité de la soudure.
Il est essentiel de comprendre ces défauts pour le contrôle de la qualité.
Nous allons ici nous pencher sur chaque défaut, explorer ses causes et ses effets et discuter des solutions de dépannage.
1. Porosité

La porosité fait référence à la présence de petits trous ou vides (pores) dans un joint soudé ou dans la zone affectée par la chaleur, ce qui affaiblit l’intégrité de la soudure.
Causes : les causes courantes incluent des contaminants tels que l’humidité, l’huile ou la graisse sur le matériau de base. Un gaz de protection inadéquat, une technique de soudage incorrecte et des facteurs environnementaux, comme les courants d’air, peuvent également contribuer à la porosité. Le piégeage du gaz peut se produire pendant le processus de solidification si le bain de soudure est trop turbulent ou si l’arc est instable.
Dépannage : pour atténuer la porosité, assurez-vous de nettoyer soigneusement la pièce avant le soudage. Utilisez des gaz de protection appropriés et ajustez les paramètres de soudage, notamment la tension et la vitesse de déplacement, pour maintenir la stabilité de l’arc. Inspectez régulièrement la présence de contaminants et utilisez une préparation efficace avant le soudage.
2. Fissuration
Les fissures se manifestent par des fractures dans le métal soudé ou dans la zone affectée par la chaleur (ZAT), entraînant des faiblesses structurelles importantes.
Causes : les fissures peuvent survenir en raison de plusieurs facteurs, notamment un refroidissement rapide, qui peut entraîner des contraintes thermiques dépassant la limite d’élasticité du matériau. Une teneur élevée en carbone dans le matériau peut augmenter la dureté et la fragilité, tandis qu’un préchauffage insuffisant peut exacerber les concentrations de contraintes. De plus, la fragilisation par l’hydrogène, souvent due à la contamination par l’humidité, peut entraîner une fissuration retardée après le refroidissement de la soudure.
Dépannage : pour atténuer les fissures, préchauffez les matériaux de manière appropriée en fonction de leur composition et de leur épaisseur. Contrôlez la vitesse de refroidissement en utilisant des couvertures isolantes ou des environnements contrôlés, et sélectionnez des électrodes à faible teneur en hydrogène pour minimiser l’absorption d’hydrogène.
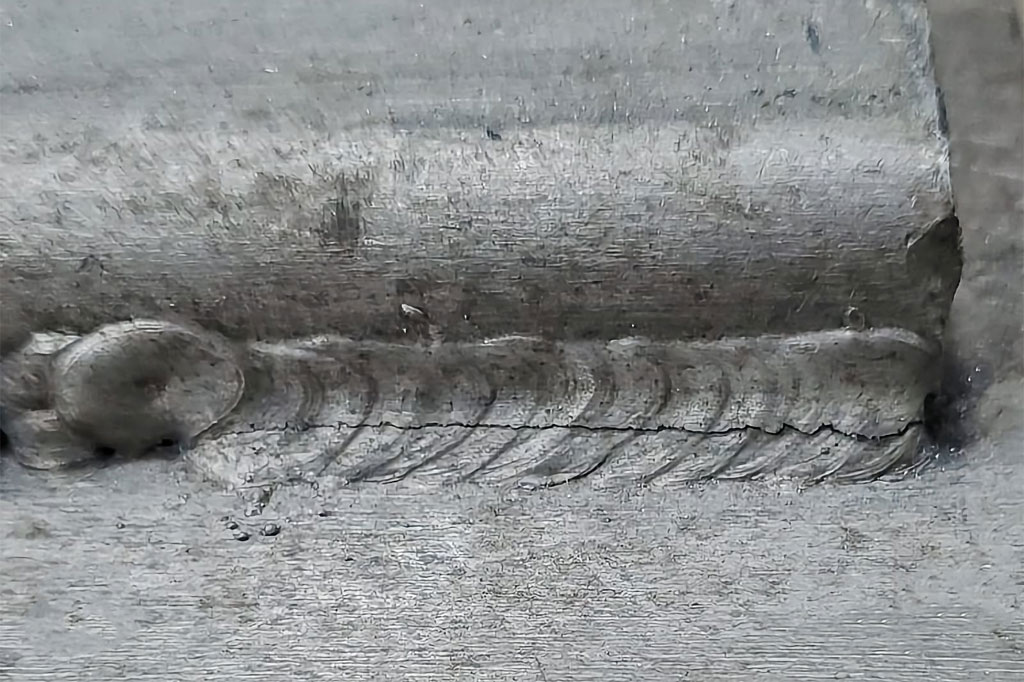
3. Découpe

Le contre-dépouille apparaît comme une rainure ou un évidement au niveau de la pointe du cordon de soudure, compromettant la résistance et l’esthétique du joint.
Causes : Ce défaut est souvent dû à un courant de soudage excessif, qui peut éroder le métal de base sur les bords de la soudure. Une vitesse de déplacement inadéquate ou un angle d’électrode incorrect peuvent également contribuer au contre-dépouillement. Un type de matériau d’apport inapproprié ou un dépôt de matériau d’apport insuffisant peuvent aggraver le problème, tout comme une mauvaise conception du joint qui ne permet pas le flux de chaleur.
Dépannage : Ajustez les paramètres de soudage pour maintenir un apport de chaleur optimal sans éroder le métal de base. Assurez une vitesse de déplacement constante et un angle d’électrode approprié pour favoriser une distribution uniforme de la chaleur. Il peut également être bénéfique de repenser les joints avec une meilleure accessibilité pour le processus de soudage, réduisant ainsi le risque de contre-dépouillement.
4. Fusion incomplète
Une fusion incomplète se produit lorsque les deux pièces de métal ne se rejoignent pas complètement à l’interface de soudure, ce qui entraîne des points faibles.
Causes : Ce défaut est souvent le résultat d’un apport de chaleur insuffisant, ce qui empêche une fusion et une liaison correctes. La contamination des surfaces de joint, comme la rouille ou la peinture, peut entraver la fusion. De plus, une conception de joint incorrecte, comme un espace ou un angle insuffisant, peut limiter la capacité du soudeur à réaliser une pénétration et une fusion complètes.
Dépannage : Vérifiez que les paramètres de soudage, notamment la tension et la vitesse de déplacement, sont réglés pour garantir une chaleur adéquate pour une fusion correcte. Nettoyez soigneusement les surfaces de joint avant de souder pour éliminer les contaminants. Envisagez de repenser le joint pour améliorer l’accessibilité et assurer une fusion efficace, en particulier dans les géométries complexes. Si nécessaire, effectuez une passe de racine suivie de passes de remplissage pour assurer une liaison complète.
5. Inclusion

Les inclusions sont des matériaux non métalliques, tels que des scories ou des oxydes, emprisonnés dans le cordon de soudure, ce qui peut compromettre la résistance et l’intégrité de la soudure.
Causes : Les inclusions résultent souvent d’un mauvais nettoyage avant le soudage, laissant des contaminants sur le matériau de base. Une technique inadéquate qui ne parvient pas à éliminer les scories des passes précédentes peut également entraîner des inclusions. De plus, des paramètres de soudage inappropriés, tels que des réglages de chaleur faibles, peuvent ne pas fournir suffisamment d’énergie pour expulser efficacement les impuretés.
Dépannage : Mettez en œuvre des procédures de nettoyage rigoureuses pour le métal de base, y compris le meulage ou le nettoyage chimique, pour garantir l’élimination de tous les contaminants. Après chaque passe de soudage, assurez-vous d’éliminer complètement les scories pour éviter qu’elles ne se coincent dans les couches suivantes. Ajustez les paramètres de soudage pour garantir un apport de chaleur suffisant pour permettre l’élimination des scories. Envisagez l’utilisation de techniques de soudage avancées ou d’équipements permettant de mieux contrôler l’environnement de soudage.
6. Chevauchement
Le chevauchement se produit lorsque le métal de soudure s’étale sur le métal de base sans fusion adéquate, ce qui entraîne un joint affaibli.
Causes : Ce défaut est généralement causé par un courant de soudage trop faible, ce qui entraîne une chaleur insuffisante pour une fusion correcte. Une mauvaise technique, comme le maintien d’un angle d’électrode ou d’une vitesse de déplacement incorrects, peut encore aggraver le problème. Une préparation inadéquate du joint peut également empêcher le métal en fusion de pénétrer et de se lier correctement au matériau de base.
Dépannage : Augmentez le courant de soudage pour assurer un apport de chaleur adéquat et favoriser une fusion correcte. Ajustez la vitesse de déplacement pour laisser suffisamment de temps au bain de soudure pour pénétrer efficacement le matériau de base. Assurez-vous que l’angle de l’électrode est maintenu correctement pour faciliter un bon écoulement de la fusion. Évaluez la préparation du joint et repensez-le si nécessaire pour améliorer les possibilités de fusion.
7. Distorsion
La distorsion fait référence au gauchissement ou à la flexion de la pièce à usiner suite au soudage, ce qui peut affecter l’assemblage et l’intégrité structurelle globale.
Causes : Ce défaut est principalement causé par des taux de chauffage et de refroidissement irréguliers pendant le soudage, ce qui crée des contraintes internes. Les propriétés du matériau, l’épaisseur et la conception du joint influencent également la sensibilité à la distorsion.
Dépannage : utilisez des techniques de préchauffage pour minimiser les gradients de température, ce qui peut aider à contrôler la dilatation et la contraction. Équilibrez l’apport de chaleur en plaçant les soudures de manière stratégique et en utilisant des séquences de soudage appropriées. L’utilisation de pinces, de gabarits ou de fixations peut aider à maintenir la précision dimensionnelle pendant le processus de soudage et à minimiser les mouvements. En cas de déformation, des techniques de redressement après soudage peuvent également être utilisées.
8. Projections de soudure

Les projections de soudure sont constituées de petites gouttelettes de matériau fondu qui se dispersent depuis le bain de soudure, affectant potentiellement l’esthétique et la propreté du produit fini.
Causes : Une chaleur excessive, des réglages de tension incorrects et une mauvaise position de l’électrode peuvent tous entraîner une augmentation des projections. Une vitesse de déplacement ou une technique de soudage incohérentes peuvent également aggraver le problème, tout comme le type et l’état de l’électrode de soudage.
Dépannage : Optimisez les paramètres de soudage pour obtenir le bon équilibre entre chaleur et vitesse de déplacement. Utilisez un gaz de protection approprié pour créer un arc stable et réduire les projections. Un entretien régulier de l’équipement de soudage peut aider à minimiser les problèmes de projections et à améliorer la qualité globale du soudage.
9. Problèmes liés à la zone affectée par la chaleur (ZAT)
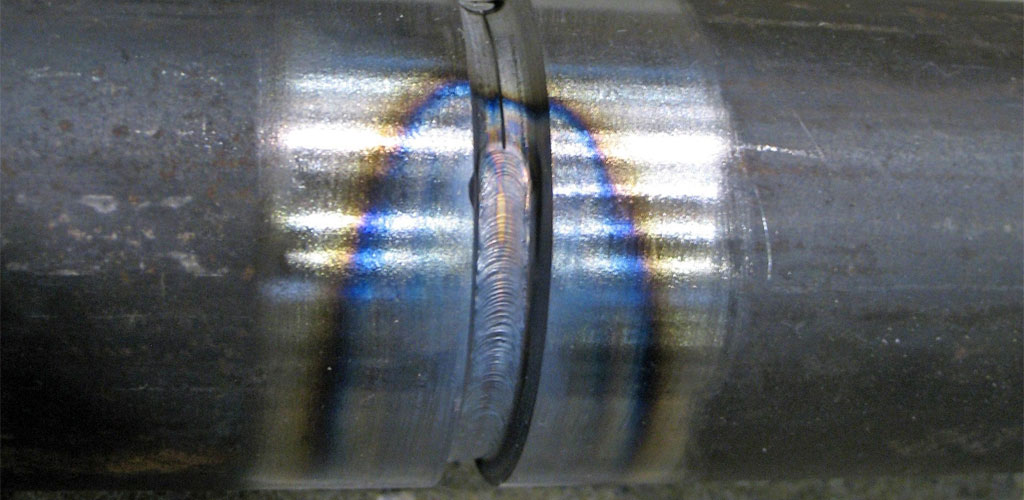
Les problèmes de ZAT surviennent dans la zone entourant la soudure qui subit des changements de propriétés mécaniques en raison des effets thermiques, ce qui peut compromettre la résistance du matériau.
Causes : un apport de chaleur excessif pendant le soudage peut entraîner une altération des microstructures de la ZAT, entraînant un durcissement ou un ramollissement. La largeur et les propriétés de la ZAT sont influencées par le type de matériau, les paramètres de soudage et la vitesse de refroidissement.
Dépannage : contrôlez soigneusement l’apport de chaleur en ajustant les paramètres de soudage pour minimiser la taille et l’impact de la ZAT. Envisagez un traitement thermique après soudage pour restaurer ou améliorer les propriétés mécaniques de la ZAT. Sélectionnez des matériaux aux propriétés favorables qui peuvent mieux résister aux effets thermiques. L’utilisation de méthodes de refroidissement contrôlées peut également aider à atténuer les problèmes de ZAT indésirables, garantissant une structure soudée plus robuste.
Le dernier mot
Nos soudeurs qualifiés sont formés pour reconnaître et prévenir les défauts de soudage courants, garantissant que chaque soudure répond aux normes les plus élevées.
Que vous ayez besoin d’un soudage structurel ou d’une fabrication spécialisée, notre excellent service de soudage des métaux améliore l’intégrité et la durabilité de vos projets.