
Le soudage est un processus essentiel dans la fabrication, la construction et la réparation, permettant l’assemblage de divers métaux pour créer des composants durables et fonctionnels.
Cependant, le soudage de différents métaux nécessite de comprendre leurs propriétés et leurs défis uniques.
Dans cet article, nous explorerons les considérations relatives au soudage de 6 matériaux métalliques courants, tels que l’acier inoxydable, l’aluminium, la fonte, le laiton, le cuivre et le titane.
1. Considérations relatives au soudage de l’acier inoxydable

Types d’acier inoxydable
Les aciers inoxydables sont classés en aciers austénitiques, ferritiques, martensitiques, duplex et à durcissement par précipitation (PH). Chaque type a des exigences de soudage distinctes. Les aciers inoxydables austénitiques sont les plus soudables mais sujets au gauchissement et à la sensibilisation. Les aciers inoxydables ferritiques sont sujets à la croissance des grains, ce qui peut compromettre la ténacité.
Apport de chaleur
Minimisez l’apport de chaleur pour éviter la déformation et la sensibilisation, qui peuvent réduire la résistance à la corrosion. Utilisez des techniques telles que le soudage TIG ou MIG pulsé pour contrôler la chaleur.
Sélection du matériau d’apport
Pour assurer la compatibilité et maintenir la résistance à la corrosion, faites correspondre le matériau d’apport à la nuance du métal de base. Pour les aciers inoxydables différents, sélectionnez un matériau d’apport compatible avec les deux.
Gaz de protection
Utilisez un mélange d’argon et d’un faible pourcentage d’oxygène ou d’hélium pour le soudage MIG. Pour le soudage TIG, l’argon pur est souvent suffisant.
Traitement avant et après soudage
Nettoyez soigneusement les surfaces avant le soudage pour éliminer tout contaminant. La passivation ou le décapage après soudage peuvent restaurer la résistance à la corrosion.
2. Considérations relatives au soudage de l’aluminium

Couche d’oxyde
La couche d’oxyde de l’aluminium a un point de fusion plus élevé que le métal de base. Utilisez le soudage TIG AC ou une étape de nettoyage dédiée pour éliminer cette couche afin d’améliorer la pénétration de la soudure.
Conductivité et dilatation thermiques
La conductivité thermique élevée de l’aluminium entraîne une dissipation rapide de la chaleur, nécessitant un apport de chaleur plus élevé. De plus, sa forte dilatation thermique peut entraîner une déformation.
Matériau d’apport
Choisissez des matériaux d’apport tels que les alliages 4043 ou 5356 en fonction de la composition du métal de base et des propriétés de soudure souhaitées.
Gaz de protection
L’argon est le principal gaz de protection pour le soudage de l’aluminium. Pour les matériaux plus épais, un mélange argon-hélium peut améliorer l’apport de chaleur.
Technique
Le soudage TIG et MIG sont les méthodes préférées. Utilisez une technique de poussée pour le soudage MIG afin d’assurer une couverture de gaz adéquate et de minimiser la contamination.
3. Considérations pour le soudage de la fonte

Préchauffage
Préchauffez la fonte à 260–370°C (500–700°F) pour réduire le choc thermique et minimiser les fissures.
Matériau d’apport
Les charges à base de nickel, telles que les tiges de Ni-Fe ou de nickel pur, sont couramment utilisées pour la fonte afin de s’adapter à sa fragilité.
Vitesse de refroidissement
Contrôlez la vitesse de refroidissement pour éviter les contraintes et les fissures. Un refroidissement lent, souvent obtenu en enterrant la pièce dans du sable ou un matériau isolant, est essentiel pour préserver les propriétés du matériau.
Préparation de la surface
Nettoyez soigneusement la surface pour éliminer les huiles, la graisse et les impuretés qui peuvent affecter la qualité de la soudure.
Technique de soudage
Effectuez des soudures courtes et contrôlées pour réduire l’apport de chaleur et minimiser le risque de fissures. Le grenaillage de la soudure immédiatement après chaque passe peut soulager les contraintes.
4. Considérations relatives au soudage du laiton

Vaporisation du zinc
Le zinc se vaporise à basse température, ce qui peut entraîner une porosité et des fumées nocives. Soudez toujours dans un espace bien ventilé ou utilisez un extracteur de fumées pour garantir la sécurité.
Matériau d’apport
Utilisez une baguette d’apport compatible avec l’alliage de laiton. Les baguettes en bronze au silicium sont souvent utilisées pour obtenir une soudure solide.
Apport de chaleur
Contrôlez l’apport de chaleur pour minimiser la perte de zinc et réduire le risque de fissuration. Utilisez des techniques à faible température comme le brasage TIG au lieu du soudage traditionnel lorsque cela est possible.
Gaz de protection
L’argon est le gaz de protection préféré pour le soudage du laiton afin d’éviter l’oxydation.
Nettoyage après soudage
Nettoyez soigneusement la zone de soudure pour éliminer les oxydes et les résidus.
5. Considérations relatives au soudage du cuivre
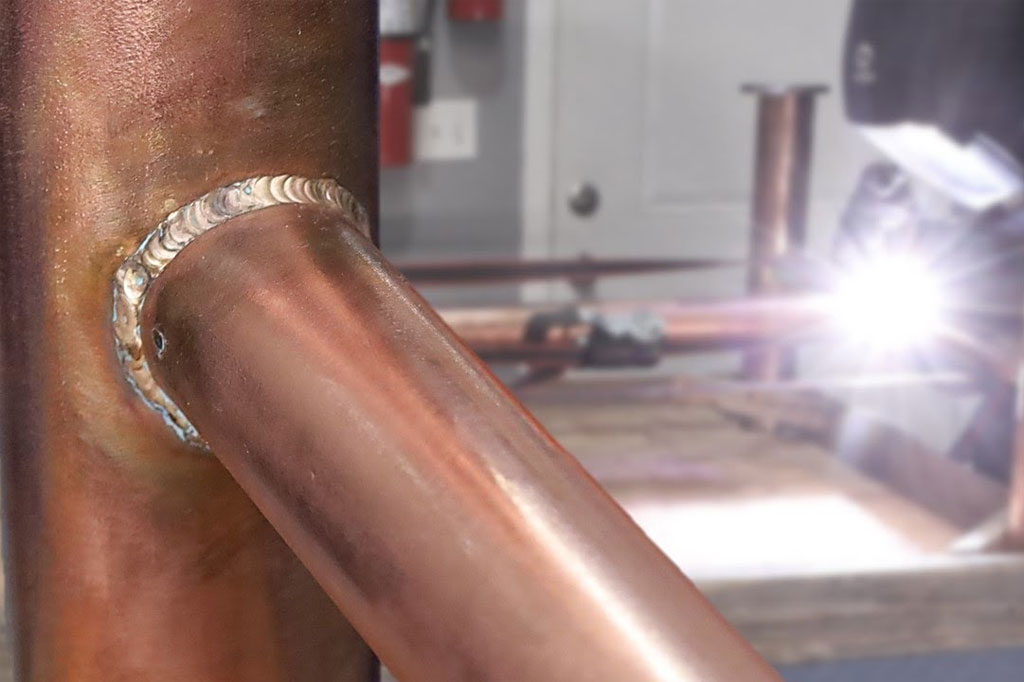
Conductivité thermique
La conductivité thermique élevée du cuivre nécessite un apport de chaleur élevé et un préchauffage pour les sections épaisses afin d’assurer une bonne pénétration.
Oxydation
Le cuivre s’oxyde facilement à haute température. Utilisez des gaz de protection inertes comme l’argon ou des mélanges argon-hélium pour éviter l’oxydation.
Matériau d’apport
Adaptez le matériau d’apport à l’alliage de cuivre de base. Pour le cuivre pur, les tiges d’apport en cuivre désoxydé sont idéales.
Traitement avant et après soudage
Préchauffez le matériau à environ 400–600°F (200–300°C) et laissez-le refroidir lentement pour éviter les fissures.
Techniques de soudage
Utilisez le soudage TIG pour un contrôle précis. Pour les sections plus épaisses, le soudage MIG ou le soudage oxy-fuel peuvent être plus efficaces.
6. Considérations relatives au soudage du titane

Atmosphère de protection
Le titane réagit avec l’oxygène, l’azote et l’hydrogène à haute température. Utilisez un gaz inerte (argon pur ou mélange argon-hélium) et assurez-vous d’une protection adéquate, y compris une purge arrière.
Propreté
Nettoyez soigneusement le matériau pour éliminer les contaminants. Même de petites quantités d’huile ou de graisse peuvent entraîner des défauts de soudure.
Contrôle de la chaleur
Réduisez l’apport de chaleur pour éviter la fragilisation et la décoloration. Utilisez un réglage d’ampérage faible et maintenez la zone de soudure compacte.
Matériau d’apport
Utilisez des baguettes d’apport qui correspondent à l’alliage de titane de base pour maintenir la résistance et la résistance à la corrosion.
Techniques de soudage
Le soudage TIG est la méthode préférée pour le titane en raison de sa haute précision et de son contrôle. Utilisez un bouclier arrière pour assurer une couverture adéquate de la soudure de refroidissement.
Conclusion
Le soudage de différents métaux nécessite une compréhension approfondie de leurs propriétés physiques et chimiques, ainsi que des techniques sur mesure pour relever des défis uniques. En prenant en compte des facteurs tels que l’apport de chaleur, les matériaux de remplissage, les gaz de protection et les traitements avant et après soudage, les soudeurs peuvent réaliser des soudures durables et de haute qualité sur une variété de métaux.