Service de Soudage des Métaux
- Nous maîtrisons diverses techniques de soudage telles que le MIG, le TIG, le laster, le soudage au plasma, etc.
- Il nous permet de souder ensemble différentes tôles telles que l'aluminium, l'acier, l'acier inoxydable, la fonte, le laiton, le cuivre, le titane et bien d'autres encore.
- Nos procédés avancés garantissent des soudures solides, durables, lisses et esthétiques.
- Large gamme de capacités de soudage
- 5 types de joints de soudure de base
- Processus post-soudure de qualité
- Des soudures sans défaut
1. Soumettez vos exigences en matière de soudage
Partagez les exigences de votre projet, si nécessaire, nos ingénieurs peuvent vous aider à affiner les conceptions pour répondre aux normes de soudage optimales.
2. Consultation et devis
Notre équipe examinera votre demande, vous conseillera sur la meilleure technique de soudage (MIG, TIG, Stick ou autres) et vous fournira un devis détaillé ainsi qu'un calendrier de réalisation.
3. Prototypage et soudage d'échantillons
Pour les projets complexes ou de haute précision, nous proposons des services de prototypage et de soudage d'échantillons afin de nous assurer que le produit final répond à vos attentes avant la production en série.
4. Production et contrôle de la qualité
Une fois que vous avez donné votre accord, nous entamons le processus de soudage en appliquant des mesures strictes de contrôle de la qualité afin de garantir que chaque joint et chaque soudure répondent aux normes de l'industrie.
5. Procédés post-soudage
Nous proposons des traitements post-soudure tels que le meulage, le polissage ou la finition sur demande.
Comment travailler avec nous ?

Nos capacités de soudage

Soudage MIG (GMAW)
- Utilise un fil-électrode alimenté en continu et un gaz inerte (généralement de l'argon ou un mélange) pour protéger la soudure.
- Rapide, produit des soudures propres, convient aux matériaux fins et épais.
- Convient pour l'acier, l'acier inoxydable et l'aluminium.

Soudage TIG (GTAW)
- Utilise une électrode de tungstène non consommable et une tige de remplissage, avec un écran de gaz inerte.
- Haute précision et contrôle, produit des soudures de haute qualité.
- Convient pour l'acier, l'acier inoxydable, l'aluminium, le magnésium et le titane.

Soudage en bâton (SMAW)
- Utilise une électrode consommable enrobée de flux ; le flux se vaporise pour protéger la soudure de l'oxydation.
- Simple, portable, polyvalent, sans besoin de gaz externe.
- Convient pour l'acier, l'acier inoxydable et la fonte.
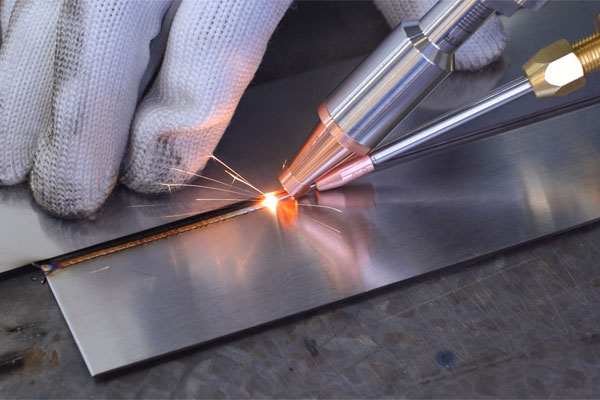
Soudage au laser
- Utilise un faisceau laser concentré pour faire fondre les surfaces métalliques, créant ainsi une soudure précise.
- Très précis, adapté aux matériaux fins, distorsion minimale, vitesse élevée.
- Convient pour l'acier, l'acier inoxydable, l'aluminium, le titane et les métaux précieux.
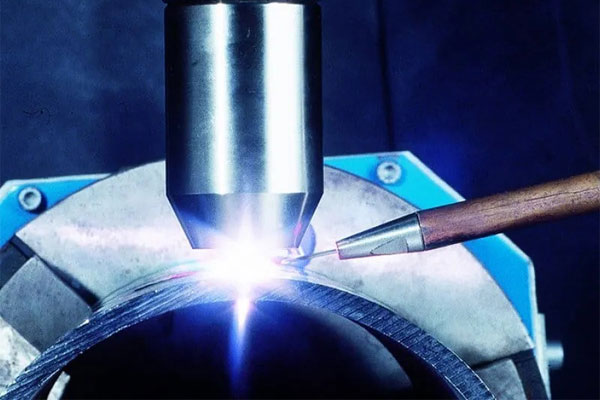
Soudage au plasma
- Utilise un arc plasma restreint pour produire des températures plus élevées et des soudures plus ciblées.
- Permet une pénétration profonde, adaptée aux matériaux fins et aux formes complexes.
- Convient pour l'acier inoxydable, le titane, le cuivre, le laiton et les alliages de nickel.

Soudage au gaz
- Un gaz combustible (généralement de l'acétylène) est combiné à de l'oxygène pour créer une flamme suffisamment chaude pour faire fondre les métaux et les assembler.
- Portable, polyvalent, il peut couper et souder le métal, sans électricité.
- Convient à l'acier, au cuivre, à l'aluminium et au bronze.
Soudage par points
- Utilise la résistance électrique pour générer de la chaleur entre deux surfaces métalliques en des points spécifiques, les fusionnant ainsi.
- Rapide, efficace, déformation minimale.
- Convient aux métaux fins tels que l'acier et l'aluminium.

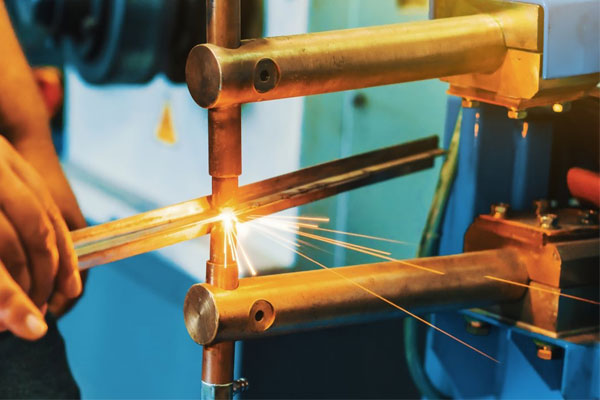
Soudage de joints
- Le passage d'un courant électrique à travers des pièces métalliques superposées permet de les chauffer et de les presser.
- Joints solides et étanches ; efficace pour les coutures longues.
- Convient aux métaux fins, en particulier l'acier et l'aluminium.
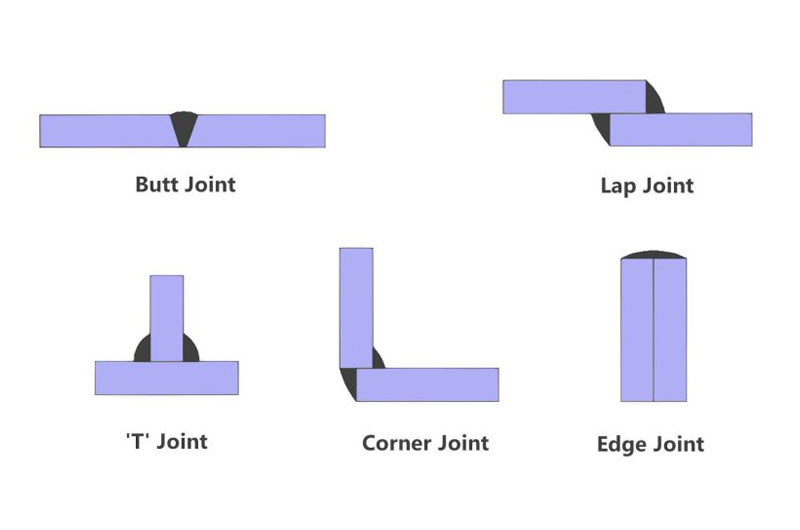
1. Jointure bout à bout
Deux pièces métalliques sont alignées dans le même plan et soudées le long de leurs bords, ce qui permet d'obtenir des connexions structurelles solides, idéales pour la fabrication de tôles et de plaques.
2. Joint de recouvrement
Recouvrement de deux pièces métalliques et soudage le long des bords, couramment utilisé pour assembler des matériaux plus fins, garantissant la durabilité et la solidité des assemblages.
3. Joint en T
Une pièce métallique est soudée perpendiculairement à une autre, formant ainsi un « T », souvent utilisé dans les structures pour renforcer la solidité et le soutien.
4. Joint d'angle
Deux pièces métalliques sont soudées à angle droit pour former un angle extérieur, utilisé dans les constructions en caisson ou en cadre, offrant des finitions solides et nettes.
5. Joint de bord
Les bords de deux pièces métalliques adjacentes sont soudés ensemble, ce qui permet d'assembler des tôles fines, souvent utilisées dans des projets de fabrication légère.
Types de joints de base pour le soudage des métaux
Procédés post-soudage

Finition de la surface
Améliore l’esthétique des pièces soudées en lissant, polissant ou revêtant les surfaces afin d’éliminer les imperfections et d’améliorer la résistance à la corrosion.

Traitement thermique
Renforce les propriétés du métal soudé en appliquant des processus de chauffage et de refroidissement contrôlés, améliorant ainsi la durabilité et les performances structurelles.

Contrôle non destructif (CND)
Évalue la qualité des soudures sans les endommager, en utilisant des techniques telles que les rayons X, les ultrasons ou les particules magnétiques pour détecter les défauts internes.
Défauts de soudage et solutions

Porosité
- Petites poches de gaz piégées dans le cordon de soudure.
- Causé par des contaminants sur le métal de base, un gaz de protection ou un débit incorrect.
- Veiller à nettoyer soigneusement le matériau de base avant de procéder au soudage. Utiliser des gaz de protection appropriés et veiller à ce que les débits soient adéquats. Contrôler les taux de refroidissement.

Découpage
- Une rainure formée au bord du cordon de soudure.
- Causé par un courant de soudage excessif, une vitesse incorrecte ou un angle d'électrode incorrect.
- Ajustez les paramètres de soudage (tension, ampérage, vitesse de déplacement), utilisez l'angle d'électrode approprié et utilisez des techniques de tissage si nécessaire pour remplir la rainure.

Fissures
- Fractures dans la soudure ou la zone affectée thermiquement.
- Causé par de fortes concentrations de contraintes, un préchauffage ou un refroidissement inadéquat.
- Utiliser des techniques de préchauffage appropriées avant le soudage. Contrôler la vitesse de refroidissement après le soudage (refroidissement lent ou traitement thermique après soudage). Veiller à une conception appropriée des joints.
Distorsion
- Déformation des composants soudés.
- Causé par une distribution inégale de la chaleur pendant le soudage. Gradients de température importants.
- Utiliser des techniques de soudage équilibrées pour minimiser la concentration de chaleur. Utilisez des dispositifs de fixation pour maintenir fermement la pièce à usiner. Envisager le soudage en plusieurs passes pour répartir la chaleur de manière plus homogène.
Nos projets de soudage