
Le pliage de tôles est un processus intégral dans l’industrie manufacturière, où des tôles plates sont façonnées en formes complexes.
Malgré les progrès technologiques et les outils de précision, les défauts de pliage restent courants et, s’ils ne sont pas correctement traités, ils peuvent entraîner des problèmes de production importants, des coûts plus élevés et une qualité compromise.
Ce guide explore les défauts de pliage de tôles les plus courants, leurs causes et des solutions pratiques pour minimiser ces problèmes afin d’améliorer le processus de production global.
1. Retour élastique

Le retour élastique est l’un des défauts les plus fréquents rencontrés lors du pliage de tôles. Lorsqu’une tôle est pliée, la force appliquée provoque une déformation plastique. Cela signifie qu’une fois l’outil de pliage retiré, le métal revient partiellement à sa forme d’origine, ce qui entraîne souvent des angles et des dimensions de pliage incorrects. Ce défaut peut être un défi, en particulier lorsque l’on travaille avec des matériaux épais ou à haute résistance.
Causes :
- Les matériaux épais ou à haute résistance présentent un retour élastique plus prononcé en raison d’une plus grande contrainte interne.
- Une force insuffisante est appliquée pendant le processus de pliage, ce qui entraîne une déformation plastique inadéquate.
- Utilisation d’outils inappropriés ou non-sélection du bon rayon de pliage.
Solutions :
- Pliage excessif : l’une des solutions les plus courantes consiste à plier légèrement le matériau, en compensant le retour élastique attendu. Cela garantit qu’une fois la récupération élastique effectuée, le métal se stabilisera dans la forme et l’angle souhaités.
- Outils spécialisés : l’utilisation de cintreuses CNC et d’outils de haute précision peut réduire le retour élastique. Certaines machines sont équipées de fonctions de réglage en temps réel qui corrigent les angles à la volée.
- Sélection du bon matériau : l’utilisation de matériaux à faible élasticité ou l’ajustement de la force de pliage pour les matériaux à élasticité plus élevée peut conduire à des résultats plus cohérents.
2. Pliage
Le pliage est un défaut où de petites formations ondulées apparaissent, généralement à l’intérieur d’un pli. Ce problème est plus courant dans les tôles fines, en particulier lors du pliage à des rayons serrés. Bien que les plis puissent sembler être un problème esthétique mineur, ils peuvent avoir un impact sur l’intégrité structurelle du produit.
Causes :
- L’utilisation de tôles fines en conjonction avec un rayon de pliage serré crée des forces de compression qui entraînent des plis.
- Une mauvaise qualité du matériau ou des imperfections de surface peuvent aggraver ce problème.
- Une contrainte de compression excessive pendant le processus de pliage provoque également le plissement du matériau.
Solutions :
- Augmenter l’épaisseur du matériau : les tôles plus épaisses sont moins sujettes au plissement, car elles peuvent supporter des forces de compression plus élevées sans se déformer.
- Augmenter le rayon de pliage : l’utilisation d’un rayon de pliage plus grand permet au matériau de se déformer plus progressivement, réduisant ainsi les risques de plissement. Cette solution est particulièrement efficace lorsque l’on travaille avec des tôles plus fines.
- Techniques de renforcement : Des techniques telles que le bourrelet ou le nervurage peuvent être utilisées pour ajouter de la rigidité à la tôle, réduisant ainsi le risque de froissement lors du pliage.
3. Fissuration

Les fissures sont l’un des défauts de pliage les plus graves et se produisent sur la surface extérieure du pli lorsque le matériau est trop étiré au-delà de ses limites de traction. Ce défaut est particulièrement courant dans les matériaux cassants ou ceux qui ont une faible ductilité, comme la fonte ou les alliages d’acier dur.
Causes :
- Cintrage de rayons aigus dans des matériaux qui ne sont pas suffisamment ductiles pour résister à une contrainte de traction élevée.
- Utilisation de matériaux cassants ou à faible ductilité, comme certains aciers à haute teneur en carbone ou alliages durcis.
- Outillage incorrect ou alignement incorrect de la tôle pendant le processus de pliage.
Solutions :
- Augmenter le rayon de pliage : l’une des solutions les plus simples consiste à augmenter le rayon de pliage pour réduire la contrainte de traction sur la surface extérieure du pli. Cela réduit le risque de fissuration.
- Préchauffer le matériau : pour les métaux comme l’acier, le préchauffage avant le pliage peut augmenter la ductilité du matériau, lui permettant de s’étirer sans se fissurer.
- Choisissez des matériaux appropriés : la sélection de matériaux à ductilité plus élevée ou l’utilisation d’alliages spécialement conçus pour le pliage peut aider à minimiser les fissures. Les alliages d’aluminium et les aciers ductiles sont généralement de bons choix pour prévenir les fissures.
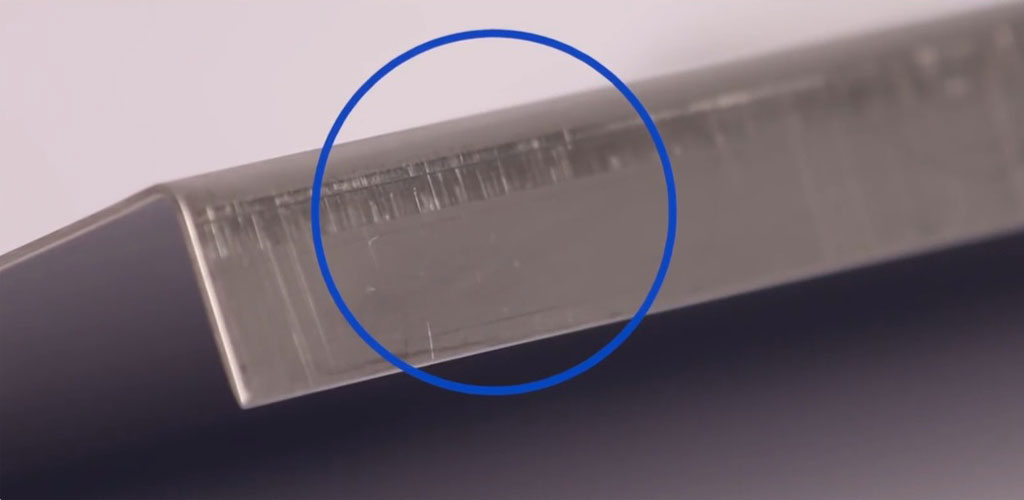
4. Cicatrices de surface
Les cicatrices de surface font référence aux marques, rayures ou indentations visibles qui apparaissent à la surface de la tôle après le pliage. Ces cicatrices sont souvent causées par le contact avec des outils rugueux ou sales, et bien qu’elles n’affectent pas la fonctionnalité, elles peuvent avoir un impact sur l’attrait visuel du produit final.
Causes :
- Utilisation de matrices non polies ou d’outils endommagés pendant le processus de pliage.
- Des débris, de la poussière ou des copeaux de métal entre l’outil et la tôle peuvent entraîner des imperfections de surface.
- Mauvaise manipulation de la tôle, comme la laisser tomber ou la faire glisser sur des surfaces rugueuses.
Solutions :
- Polissage des matrices et des outils : l’entretien régulier des outils de pliage est essentiel. Le polissage des surfaces des matrices et des poinçons garantit que les outils ne laissent pas de marques indésirables sur la surface métallique.
- Utiliser des couches protectrices : dans les applications où l’aspect de la surface est essentiel, l’utilisation d’un film protecteur ou d’un matériau souple entre l’outil et la tôle peut éviter les cicatrices.
- Nettoyer l’espace de travail : s’assurer que les outils de pliage et la zone de travail sont propres et exempts de débris est essentiel pour éviter d’endommager la surface.
5. Distorsion
Une déformation se produit lorsque la tôle se déforme ou se plie de manière inattendue pendant le processus de pliage. Cela conduit à des pièces aux formes irrégulières qui peuvent ne pas respecter les tolérances de conception ou ne pas s’adapter correctement aux assemblages.
Causes :
- Répartition inégale de la force pendant le processus de pliage.
- Épaisseur ou qualité du matériau inégale, entraînant une répartition inégale des contraintes.
- Alignement incorrect de la tôle, provoquant une flexion inégale.
Solutions :
- Utiliser un équipement CNC : les cintreuses CNC permettent un contrôle précis de la force et de l’angle de pliage, réduisant ainsi les risques de déformation. Ces machines assurent également une répartition uniforme de la force sur toute la tôle.
- Précontrainte du métal : dans certains cas, l’application d’une précontrainte contrôlée au métal avant le pliage peut aider à obtenir des résultats plus uniformes.
- Assurer l’uniformité du matériau : l’utilisation de matériaux d’épaisseur et de propriétés uniformes sur toute la feuille permet de réduire le risque de déformation.
6. Marques de pliage
Les marques de pliage, également appelées marques d’outils, sont des indentations qui apparaissent aux points de contact entre la tôle et les outils de pliage. Bien qu’elles ne soient pas toujours essentielles à la fonctionnalité, ces marques peuvent affecter la qualité visuelle du produit.
Causes :
- Pression élevée appliquée par le poinçon ou la matrice pendant le pliage.
- Utilisation d’outils de mauvaise qualité ou mal entretenus.
- Force de serrage excessive appliquée pendant le processus.
Solutions :
- Réduisez la pression : réduire la quantité de pression appliquée pendant le processus de pliage peut minimiser le risque de laisser des marques sur le métal.
- Utilisez des outils de haute qualité : investir dans des outils de haute qualité, bien entretenus et dotés de surfaces lisses peut réduire considérablement l’apparition de marques de pliage.
- Appliquez des revêtements de protection : le revêtement des outils ou l’utilisation d’un film protecteur sur le métal peut empêcher le contact direct, réduisant ainsi la probabilité de marques visibles.
Conclusion
Pour obtenir un processus de pliage sans faille dans la fabrication de tôles, il faut une compréhension complète des défauts courants, de leurs causes et de leurs solutions.
Un processus de pliage de tôle sans défaut est essentiel pour les industries qui exigent une précision et des performances élevées, telles que l’automobile, l’aérospatiale, l’électronique et la construction.
En mettant en œuvre les solutions appropriées, les fabricants de tôles peuvent non seulement garantir des pièces de haute qualité, mais également réduire les coûts et améliorer l’efficacité opérationnelle globale.