Servicio de Doblado de Metales
- El doblado de chapa es un proceso esencial en la fabricación de metales, el objetivo es cambiar la geometría de la chapa aplicando fuerza, creando características angulares o curvas.
- Nos especializamos en doblar láminas y placas de metal en formas en V, U, Z y personalizadas utilizando una variedad de técnicas de doblado avanzadas con recuperación elástica minimizada y radio de curvatura optimizado.
- Varias técnicas de plegado
- Procesos estrictos de control de calidad
- Espesor máximo de curvatura 60 mm
- Capacidad máxima de plegado de 1000 toneladas
- Tolerancia lineal de ±0,25 mm
- Tolerancia angular de ±1 grado
- Cálculo preciso de tolerancia de curvatura
- Solución de doblado personalizada
Nuestras técnicas de plegado

Doblado de aire
- El punzón no toca el fondo de la matriz, lo que permite un ligero rebote.
- Altamente versátil, capaz de lograr diferentes ángulos de curvatura con la misma herramienta.
Doblado inferior
- El punzón empuja la chapa metálica hacia el fondo de la matriz, con un rebote mínimo.
- Proporciona curvas precisas y consistentes, con un control de ángulo más preciso que el curvado con aire.

Doblado de dobladillo
- La chapa se dobla sobre sí misma para crear un dobladillo, ya sea total o parcialmente.
- Ideal para crear bordes suaves, mejorar la resistencia y mejorar la seguridad.

Curvatura de radio grande
- Produce curvas o radios más grandes que los métodos de doblado tradicionales.
- Ideal para aplicaciones que necesitan curvas más suaves o cuando se trabaja con metales más gruesos.
Formas que podemos doblar

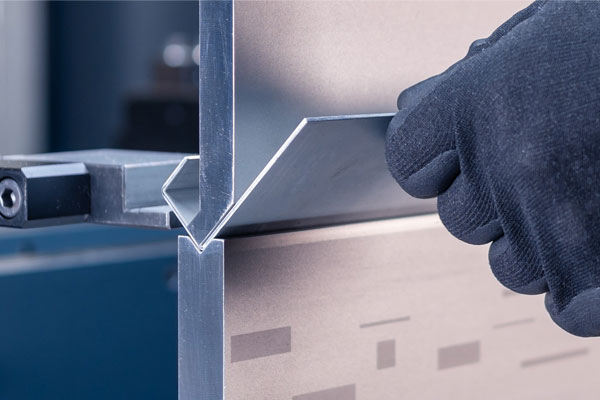
Doblado en V
- La hoja se presiona en el troquel, creando una forma de V precisa.
- La hoja se presiona en el troquel, creando una forma de V precisa.
- Se utiliza comúnmente para crear soportes, canales y diversos cerramientos.s.

Doblado en U
- La lámina se dobla sobre una matriz en forma de U para lograr esta forma.
- Proporciona un radio de curvatura consistente.
- Se utiliza a menudo en la fabricación de piezas que requieren una fuerte integridad estructural.
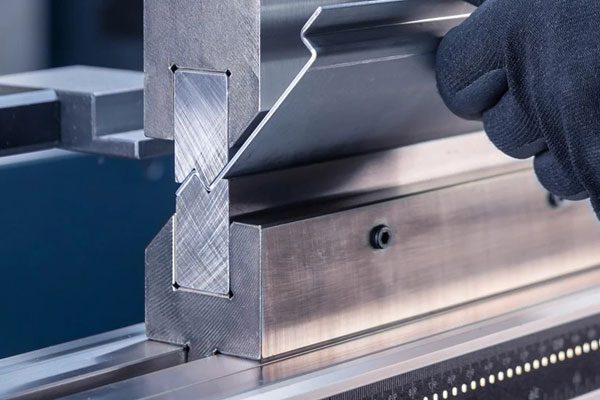
Curvado en Z
- Doblar la hoja en forma de zigzag, creando una forma de Z.
- Permite múltiples curvas.
- Se utiliza frecuentemente en componentes arquitectónicos, paneles decorativos y elementos estructurales.
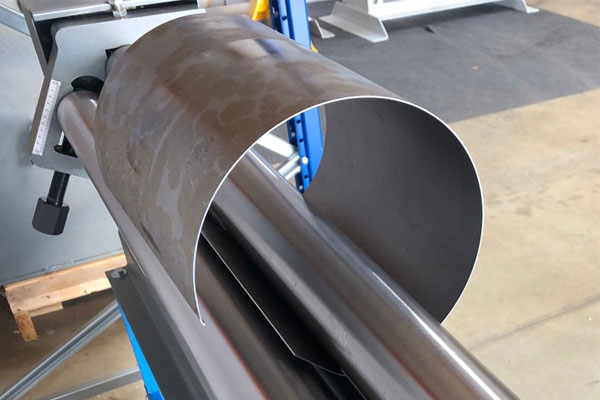
Doblado de rollos
- Alimentación de la chapa metálica a través de rodillos para conseguir una forma curva.
- Ideal para crear curvas de gran radio.
- Común en la producción de formas cilíndricas, tubos y paneles curvos.
Nuestros controles de calidad de plegado
Consistencia del espesor
Asegúrese de que el espesor del material se mantenga constante durante todo el proceso de doblado, particularmente en las áreas de doblado donde puede ocurrir deformación.

Inspección de ángulos y radios
Asegúrese de que el ángulo de curvatura cumpla con el ángulo especificado utilizando medidores de ángulos y que el radio de curvatura cumpla con las especificaciones para evitar grietas o debilitamiento.

Compensación de recuperación elástica
Calcular y compensar el efecto elástico durante el proceso de doblado para garantizar que la forma final cumpla con la forma y las dimensiones deseadas.
Materiales comunes para doblar
Aluminio | 5052 | 5083 | 6061 | 7075 |
Acero inoxidable | 301 | 304 | 316/316L | |
Latón | C27400 | C28000 | C36000 | |
Cobre | C101 | C103 | C110 |
Cálculo preciso de tolerancia de curvatura
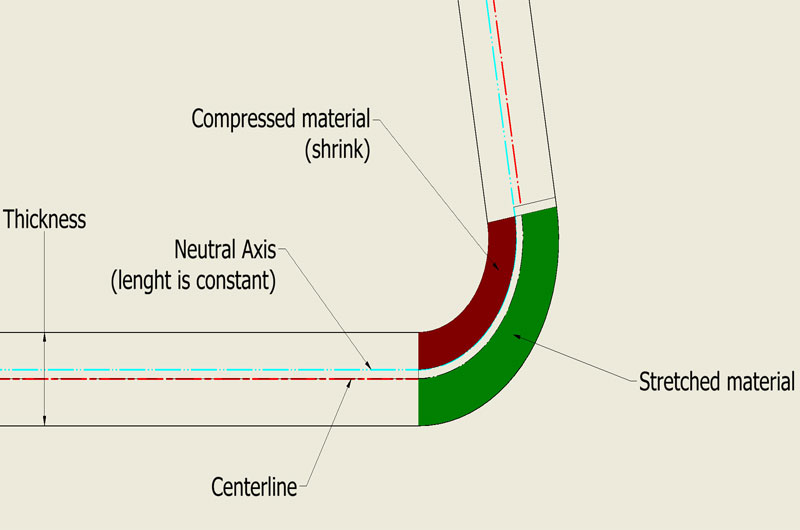
- La fórmula de tolerancia de curvatura de chapa metálica se utiliza para calcular la longitud del material plano necesario para formar una curva con un radio específico.
- El margen de curvatura tiene en cuenta el estiramiento que se produce durante el doblado, lo cual es crucial para determinar el tamaño de la pieza en bruto antes del doblado.
La fórmula de tolerancia de curvatura es π/180×A×(R+K×T).
- π = 3,14159
- R = Radio de curvatura (el radio interior de la curva)
- T = Espesor del material
- A = Ángulo de curvatura en grados
- K = factor K (una relación que tiene en cuenta cuánto se estira el material. Normalmente está entre 0,3 y 0,5).
- Ejemplo: para un ángulo de curvatura de 90°, un espesor de material de 2 mm, un radio de curvatura de 5 mm y un factor K de 0,4, BA= 3,14159/180×90×(5+0,4×2) = 9,11 mm.