
When selecting a metal for manufacturing, workability is a crucial factor that determines how easily a material can be machined, formed, and welded.
Aluminum, steel, and titanium are among the most widely utilized metals across industries such as aerospace, automotive, construction, and consumer goods.
Each metal has distinct characteristics that influence its workability, and understanding these differences can help manufacturers optimize their production processes.
1. Machining Workability
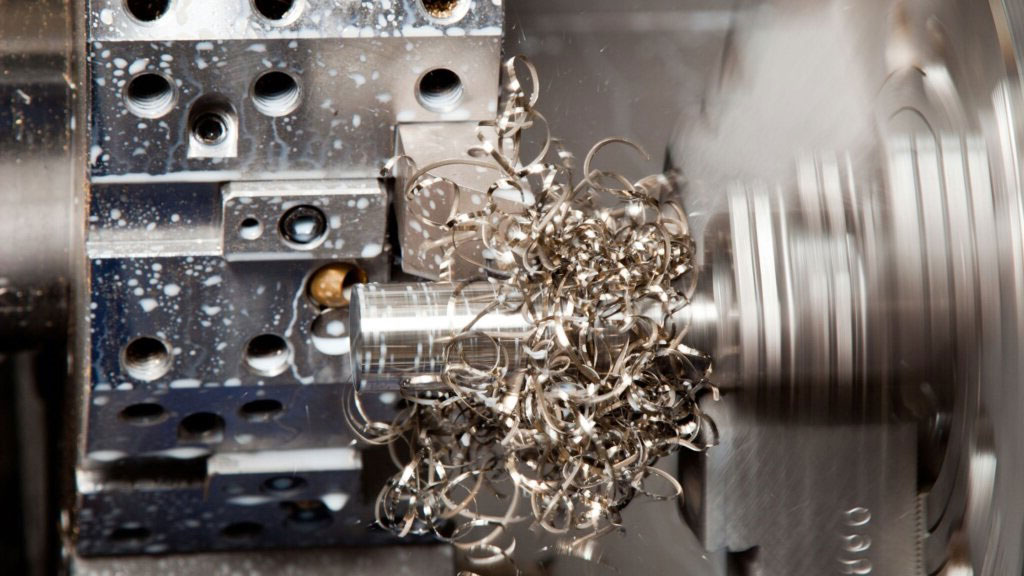
Machining involves cutting, drilling, turning, and milling metal components to achieve precise shapes and dimensions. The machinability of a metal depends on its hardness, thermal conductivity, and ability to withstand deformation.
Aluminum
Aluminum is widely regarded as one of the most machinable metals due to its softness, low density, and excellent thermal conductivity. It minimizes tool wear and supports high-speed machining, resulting in smooth finishes.
Common aluminum alloys, such as 6061 and 7075, exhibit good chip control and require relatively low cutting forces.
However, aluminum’s high thermal conductivity can lead to heat buildup, necessitating proper cooling during machining.
Steel
Steel exhibits a broader range of machinability, depending on its composition. Low-carbon steels (e.g., 1018) are easier to machine, while high-carbon and alloy steels require more cutting force and tool wear management.
Stainless steels, such as 304 and 316, pose additional challenges due to their work-hardening properties, which can increase tool wear.
The use of carbide or coated cutting tools, along with optimized speeds and feeds, is essential when machining steel.
Titanium
Titanium is one of the most difficult metals to machine due to its high strength, low thermal conductivity, tendency to work harden, and challenges in maintaining tool life and cutting efficiency. It generates significant heat at the cutting edge, leading to rapid tool wear.
Additionally, titanium’s low modulus of elasticity causes vibration and chatter during machining. To improve machinability, slow cutting speeds, sharp cutting tools, and effective cooling techniques are required.
Specialized coatings like TiAlN (titanium aluminum nitride) on cutting tools can enhance performance.
2. Formability and Ductility
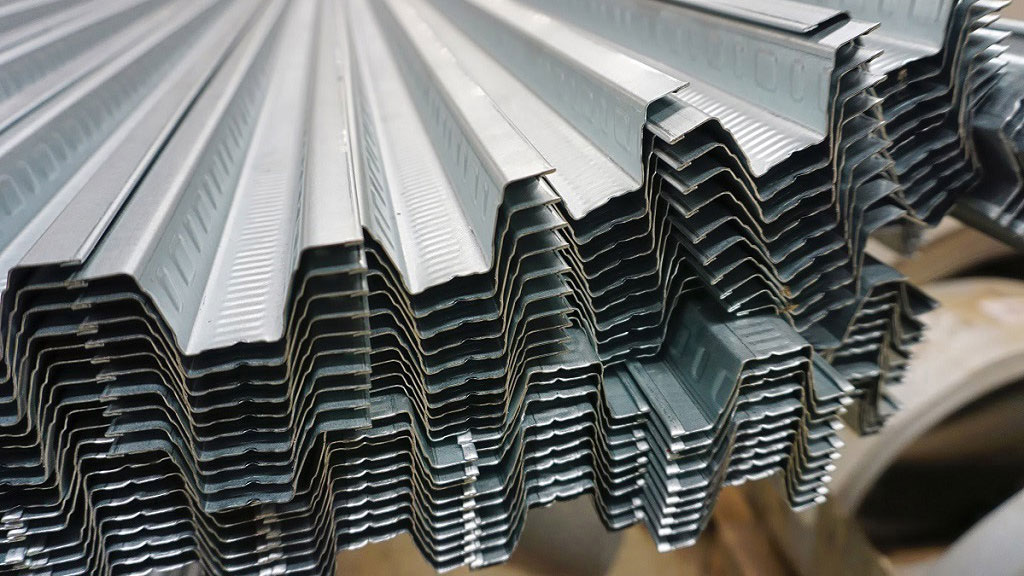
Forming involves bending, stamping, and deep drawing operations that shape metals without removing material. The ease with which a metal can be formed depends on its ductility, yield strength, and strain-hardening behavior.
Aluminum
Aluminum is highly formable and can be bent, stamped, or deep drawn with minimal force. Its exceptional ductility enables it to be shaped into intricate geometries without excessive cracking. However, pure aluminum is relatively soft and may not retain its shape under heavy loads.
Aluminum alloys like 5052 and 6061 combine enhanced strength with excellent formability.
Steel
Steel’s formability varies widely depending on its grade and heat treatment.
Low-carbon steels are highly ductile and can be easily stamped or drawn, making them ideal for automotive and appliance applications. High-strength steel, such as AHSS (Advanced High-Strength Steel), provides greater load-bearing capacity but requires increased forming force and careful process control to prevent cracking.
Stainless steel, while corrosion-resistant, has lower formability due to its work-hardening tendencies.
Titanium
Titanium is less formable compared to aluminum and steel because of its high strength and low ductility. It has a limited ability to stretch before fracturing, making deep drawing or complex stamping difficult. Forming titanium often requires elevated temperatures to improve plasticity and reduce spring-back effects.
Specialized techniques, such as hot forming and superplastic forming, are used in aerospace applications to shape titanium components.
3. Weldability

Welding is a vital fabrication method used to join metal components. The weldability of a metal depends on its melting point, thermal conductivity, and susceptibility to oxidation or contamination.
Aluminum
While aluminum has good weldability, special techniques are required due to its high thermal conductivity and oxide layer, which must be removed to ensure strong welds.
Gas Tungsten Arc Welding (GTAW/TIG) and Gas Metal Arc Welding (GMAW/MIG) are commonly used for aluminum welding. Filler materials, such as ER4045 and ER5356, help improve weld strength.
However, aluminum’s tendency to form porosity and hot cracking requires controlled heat input and proper shielding gas.
Steel
Steel is one of the most weldable metals, with different grades requiring different approaches. Carbon steel can be easily welded using traditional methods such as MIG, TIG, and Stick welding. However, stainless steel requires more attention due to its susceptibility to thermal expansion and carbide precipitation, which can weaken the weld joint.
Preheating and post-weld heat treatment are sometimes necessary to minimize residual stress and improve corrosion resistance.
Titanium
Titanium welding is more challenging due to its high affinity for oxygen, nitrogen, and hydrogen at elevated temperatures. Contamination from these elements can cause embrittlement, leading to weak welds. TIG welding with an inert gas shielding (argon or helium) is the preferred method for titanium welding.
To ensure weld integrity, specialized welding environments, such as vacuum chambers or argon-filled enclosures, may be used.