MIG welding can be divided into four main types based on the way the welding arc behaves during the process: Short Circuit, Globular, Spray Arc, and Pulsed.
Let’s take a closer look at each type and their unique characteristics.
1. Short Circuit MIG Welding
Short circuit transfer is the most common and versatile form of MIG welding, particularly used for welding thin materials and for positional welding.
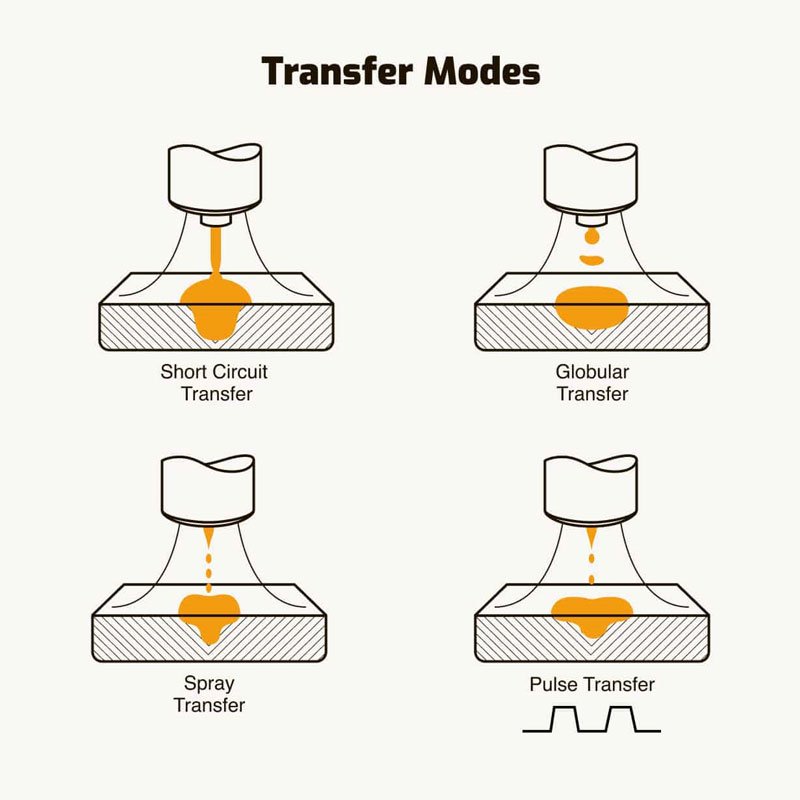
It involves the electrode wire contacting the workpiece, causing a short circuit, which melts the wire to form a weld. The arc is broken when the wire touches the material, and the molten wire then reestablishes the arc when pulled back slightly. This rapid process leads to a “short-circuiting” cycle that melts the wire, which is deposited directly into the weld pool.
Advantages:
- Ideal for thin materials: Short circuit welding excels in welding materials from 22-gauge to 1/8-inch thickness.
- Ease of control: It’s a preferred choice for less experienced welders due to its forgiving nature.
- Good for out-of-position welding: Because of the low heat input and controlled puddle, it’s well-suited for vertical and overhead welding.
Disadvantages:
- Lower deposition rate: Due to the intermittent nature of the short circuit, the rate of metal transfer is slower compared to other MIG modes.
- Less stable arc: The arc is less stable than in other processes, which can affect the overall quality of the weld bead.
2. Globular MIG Welding
Globular transfer is a transitional phase between short circuit and spray arc modes. It occurs when the welding current is higher, but not enough to create the steady arc of spray transfer. In globular transfer, the wire forms large, molten droplets that are transferred across the arc.
With globular transfer, large droplets of molten metal are ejected from the electrode and transferred to the weld pool. This happens at a relatively low arc voltage compared to spray arc welding.
Advantages:
- Better penetration: Larger molten droplets offer superior penetration compared to short circuit welding.
- Faster welding: The higher current settings allow for faster welding than short circuiting.
Disadvantages:
- More spatter: Globular transfer produces more spatter compared to short-circuit or spray transfer, leading to a messier work area and the need for more post-weld cleanup.
- Poorer bead appearance: These larger droplets may lead to a rougher weld surface.

3. Spray Arc MIG Welding
Spray arc transfer is a high-energy form of MIG welding used primarily for thicker materials. It provides a more stable arc and a smoother, high-quality finish compared to the other types of transfer.
In spray arc welding, the arc is completely stable and the molten metal is transferred in a fine mist of tiny droplets. This transfer occurs when the welding current is high enough to keep the arc open and prevent it from short-circuiting.
Advantages:
- Higher deposition rate: Spray transfer allows for a much higher rate of metal deposition than short-circuit or globular transfer.
- Cleaner welds: This type of transfer produces less spatter and cleaner welds, leading to less post-weld cleanup.
- High-quality, smooth beads: The spray transfer produces smooth and uniform weld beads, ideal for applications that require aesthetic welds.
Disadvantages:
- Requires higher current: Spray arc welding requires a higher current, which makes it less suitable for thin materials (typically 1/8 inch or thicker).
- Not suitable for all positions: This method is most effective for flat or horizontal welding, as controlling the arc in vertical or overhead positions can be challenging.
4. Pulsed MIG Welding
Pulsed MIG welding is a specialized technique where the welding power alternates between high peak current and low background current, allowing for better heat control and reducing distortion and spatter.
Pulsed MIG welding operates by pulsing the welding current. During the high peak current, the molten droplets are transferred across the arc, while the low background current helps stabilize the arc and reduce spatter. This combination results in a more controlled and precise welding process.
Advantages:
- Lower heat input: Pulsed welding minimizes heat buildup, reducing the risk of warping or distortion, particularly when working with thin materials.
- Better control: The pulsing action enhances control over the weld pool, resulting in a more consistent bead appearance.
- Less spatter: Since the heat is more controlled, there is significantly less spatter than in globular transfer.
Disadvantages:
- Complex setup: Pulsed MIG requires a more sophisticated power supply and more precise settings, which may be challenging for beginner welders.
- More expensive: The equipment and settings for pulsed MIG welding are typically more costly than for other types of MIG welding.
A Comparison Chart of These 4 Types of MIG Welding
Feature | Short Circuit | Globular | Spray Arc | Pulsed |
Transfer Mode | Intermittent (wire touches base, causing short circuit) | Large droplets of molten metal transferred | Fine mist of tiny molten droplets transferred | Alternates between high peak and low background current |
Best For | Thin materials (22-gauge to 1/8-inch) | Medium thickness materials (1/8-inch to 3/8-inch) | Thick materials (greater than 1/8-inch) | Thin and thick materials, precise control |
Welding Speed | Slow | Faster than short circuit | Faster (higher deposition rate) | Moderate (controlled pulsing) |
Heat Input | Low | Moderate | High (higher heat input) | Low (due to pulsing) |
Penetration | Moderate to Low | Moderate | High | Moderate to High |
Spatter | High | High | Low | Very Low |
Weld Appearance | Rougher | Rougher | Smooth and uniform | Smooth and uniform |
Control | Easy for beginners | Moderate | High (requires steady hand) | Excellent (precise control) |
Ideal Positions | All positions (vertical, overhead, flat) | Mostly flat and horizontal | Flat and horizontal | All positions (vertical, overhead, flat) |
Current Requirements | Low to moderate | Moderate | High (requires high current) | Variable (depends on pulse settings) |